5.2 Організація і технологія проведення монтажних робіт
5.2.1 Планування
Монтаж
технологічного обладнання на об'єктах, що будуються та реконструюються і
подальше введення його в експлуатацію здійсняється спеціалізованими виробничими
об'єднаннями (СВО).
Основні задачі СВО:
- організація і виконання
по договорам підряду монтажних робіт на фермах, комплексах та інших об'єктах
сільського господарства;
- комплектація обладнанням, матеріалами об'єктів, що
будується, розширяються, реконструюються;
виготовлення укрупнених вузлів,
блоків, металоконструкцій, нестандартного обладнання, що використовується
при проведенні монтажних робіт.
Основні структурні одиниці виробничих
об'єднань в системі Агропроммонтаж:
1. Пересувні механізовані колони
(ПМК).
2. Спеціалізовані заготівельні підприємства (СЗП).
3.
Пусконалагоджувальні управління (ПНУ).
4. Проектні організації.
Проектна
документація тваринницьких і птахівницьких приміщень складається з графічних,
текстових та розрахунку матеріалів, необхідних для встановлення основних
проектних рішень, загальної кошторисної вартості і основних техніко -
економічних показників.
Машини і обладнання на фермах монтуються
спеціалізованими монтажними бригадами, до складу яких входять слюсарі -
монтажники, слюсарі-сантехніки та інші спеціалісти.
Всі види робіт по монтажу
виконують, керуючись проектами і технологічними умовами на монтаж, будівельними
нормами і правилами (СНИП). В цих вказівках визначені склад, порядок і
оформлення здачі - приймання змонтованих машин, передбачається відповідальність
за збереження машин в процесі монтажу і за якість останнього.
При монтажі
машин і обладнання використовується 80% стандартних виробів і близько 20%
нестандартних.
Спеціалізовані заготівельні майстерні
виготовляють і виконують:
- прилади;
- нестандартне обладнання (ємкості,
проміжні муфти та ін.);
- нарізка згинання труб (різання скла та
поліетилену)
- виконання ковальських робіт;
- частковий ремонт ушкодженого
нового обладнання.
Відповідно до встановлених завдань на будівництво
сільськогосподарських об'єктів спеціалізованими проектними організаціями спільно
із будівельно-монтажним управлінням та замовником розробляється проект
організації будівництва, а на його основі проект виконання монтажних робіт
(ПВР). ПВР складають з метою вибору найефективніших методів виконання
будівельно-монтажних робіт, які сприяють зни¬женню їх собівартості й
трудомісткості, скороченню строків введення об'єктів, підвищенню ступеня
механізації, індустріалізації робіт і використання машин та обладнання,
поліпшенню якості монтажу. Це основний документ з організації й проведення
монтажних робіт на об'єктах сільськогоспо¬дарського призначення.
Основною
складовою ПВР є графік виконання монтажних робіт, який здійснюють з урахуванням
строків введення об'єкта в дію, нормативної тривалості монтажних робіт,
кваліфікації та кількості робітників. Графік може бути лінійним або
сітковим.
Для розробки лінійних графіків (рис. 5.1) потрібно
мати перелік і трудомісткість операцій з монтажу машин, ме¬ханізмів та
обладнання, кількість і кваліфікацію робітників, а також послідовність виконання
монтажних робіт та їх нормативну тривалість. Для побудови графіка необхідно
встановити дату закінчення монтажу обладнання на об'єкті. Після цього
розрахувати тривалість виконання окремих операцій і нанести їх у вигляді ліній у
визначені інтервали часу (календарні строки) проти назви відповідних робіт.
Залежно від тривалості проведення робіт лінійні графіки поділяють на зведені
загальнобудівельні, квартальні, місячні та тижнево-добові.
Зведені
загальнобудівельніграфіки призначені для спеціалістів трестів, у них вказують
назву всіх монтажних робіт і послідовність їх виконання, норми часу на окремі
операції та трудомісткість, кількість і склад бригад, кваліфікацію робітників,
відповідальних майстрів та спеціалістів.
У квартальних і місячних графіках
наводять перелік обладнання, яке потрібно змонтувати на фермі або комплексі
протягом кварталу, місяця. Ці графіки використовуються спеціалістами
будівельно-монтажних управлінь та їх дільниць.
Тижнево-добові графіки
розробляють для постановки конкретних задач перед комплексними бригадами. Це
дозволяє завчасно ознайомити членів бригади з планом робіт наступних етапів,
краще здійснювати контроль за виконанням монтажних робіт, щоденно підбивати
підсумки.
За лінійними графіками легко контролювати хід виконання робіт на
невеликих об'єктах, проте вони незручні при затримці робіт та перенесенні
строків їх виконання. У цьому випадку вони підлягають докорінній переробці. Крім
того, лінійний графік не відображає точного взаємозв'язку між монтажними
роботами, не показує, які з операцій найважливіші та як правильно розподілити
робочу силу і механізми для прискорення монтажу.
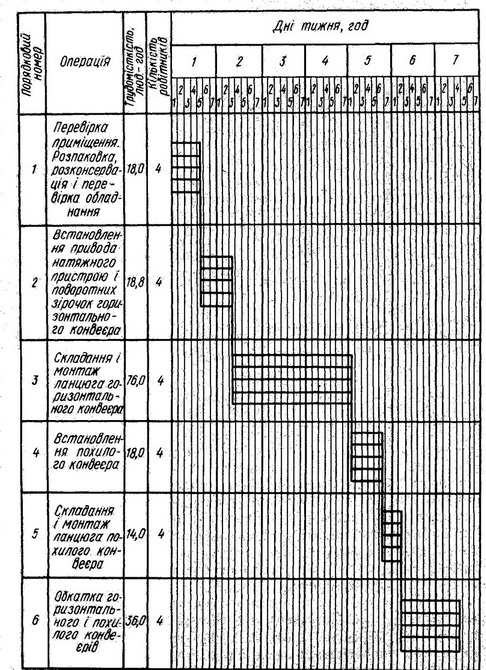
Рисунок
5.1 – Лінійний графік виконання операцій при монтажі скребкового транспортера
для видалення гною
Останнім часом широко застосовується система плануван¬ня,
управління і контролю проведення монтажних робіт за сітковими графіками (рис.
5.2). На них у масштабі часу стрілками показують визначені у технологічній
послідовності операції, а кружками — строки їх виконання. Останні розра-ховують
за нормативними, ймовірними і змішаними оцінками. У зв'язку з цим при зміні умов
ведення робіт немає потреби в докорінній переробці графіка, достатньо
зорієнтуватися на відповідних оцінках про більш ранній або пізній початок і
закінчення робіт.
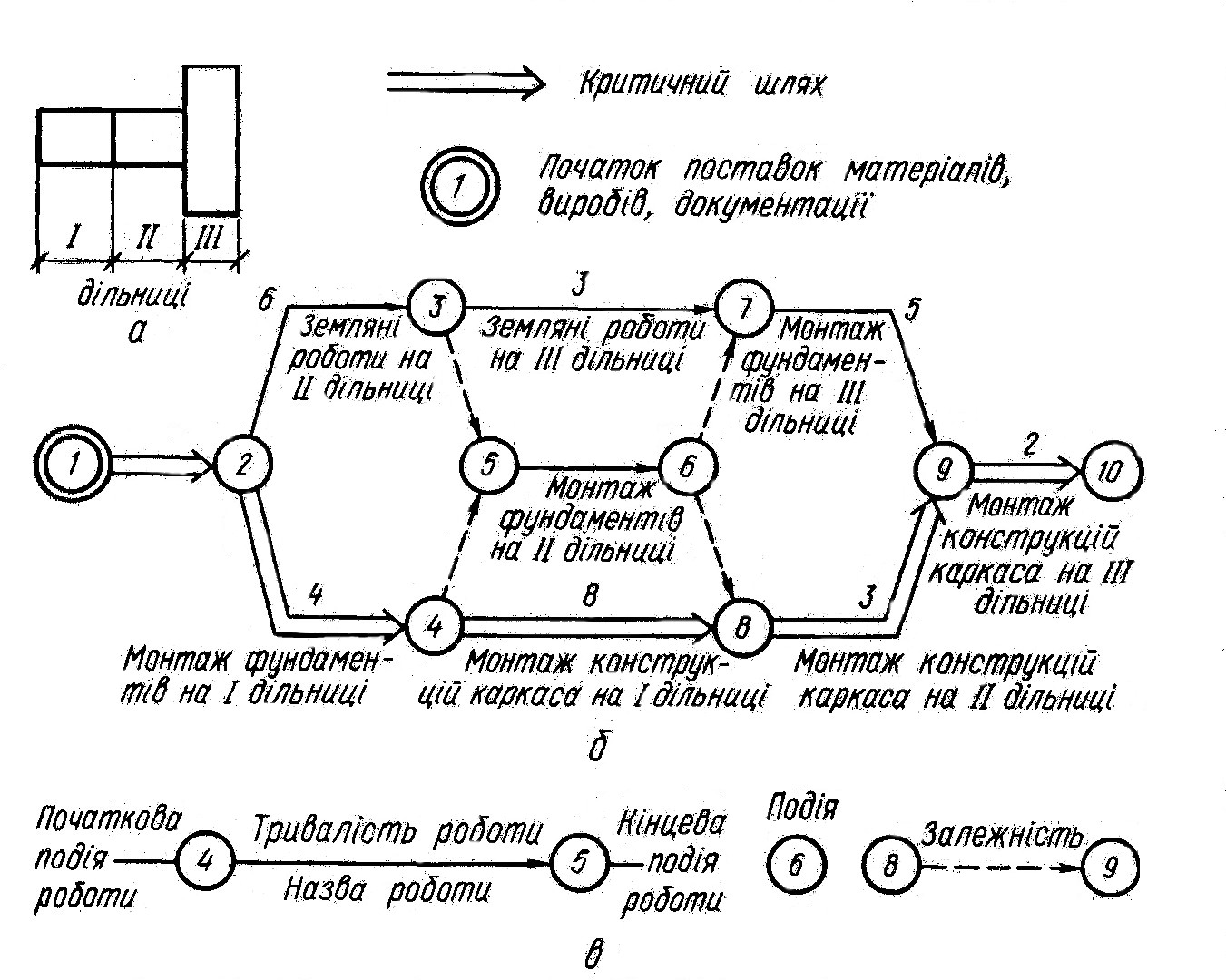
а – схема розбивки ділянок будівлі, що споруджується; б –
зображення робіт; в – елементи сіткового графіка
Рисунок 5.2 – Фрагмент
сіткового графіка при потоковому методі виконання робіт
Сіткові графіки дають змогу виявити роботи, що
визначають тривалість монтажу, більшу увагу зосередити на базових операціях та
роботах, виявити залежність між окремими операціями, а також між основними й
допоміжними роботами. У той же час при сітковому плануванні необхідно стежити за
виконанням і коректуванням плану, ліквідуючи відставання одних бригад і
перевантаження інших.
Позитивні якості сіткових графіків, які вигідно
відрізняють їх від лінійних, можуть виявлятися тільки в разі чіткої організації
збирання, доставки і осмислення інформації, прийняття альтернативних рішень і
видачі завдань виконавцям. Значний ефект спостерігається при розробці
комплексних планів, де об'єднується вся виробнича діяльність монтажної
організації. На окремих об'єктах монтажу не завжди доцільно застосовувати
сіткове планування, оскільки при цьому не забезпечується повне узгодження планів
монтажної організації по всьому обсягу робіт.
5.2.2 Способи та методи
Залежно від обсягу
будівельно-монтажних робіт, наявності засобів механізації цих робіт,
забезпеченості матеріальними ресурсами і кваліфікованими кадрами, а також
організації-виконавця розрізняють способи монтажу: підрядний,
господарський і комбінований.
При підрядному способі укладається
договір між замовником (господарство, районне агропромислове об'єднання) і
генеральним підрядчиком (будівельно-монтажне або монтажне управління) на
виконання певного обсягу робіт. У разі необхідності генеральний підрядчик може
передавати частину спеціальних робіт іншим організаціям — субпідрядникам.
Підрядний спосіб застосовують переважно при будівництві нових великих ферм та
комплексів. Іноді при наявності значного обсягу робіт його можна застосовувати і
для реконструкції старих об'єктів. Використання при підрядному способі
кваліфікованих кадрів, а крім того, спеціальних механізмів і транспорту дозволяє
підвищувати якість виконання операцій, скорочувати їх строки, знижувати
собівартість.
Для монтажу особливо складного обладнання застосовують
різновидність підрядного способу — шефмонтаж. Його суть полягає в тому, що
відповідно до укладеного договору представники заводу-виробника керують
монтажем, пусконалагодженням, випробуванням і здаванням техніки в експлуатацію,
а також надають консультації й здійснюють навчання обслуговуючого
персоналу.
Господарський спосіб полягає в тому, що підприємство
виконує необхідні будівельно-монтажні роботи власними силами. Його застосовують
при реконструкції невеликих тваринницьких ферм або частковій заміні застарілого
обладнання більш продуктивним і прогресивним.
При комбінованому
способі великі за обсягом монтажні або будівельні роботи виконують
підрядним способом, а менш трудомісткі — господарським. Цей спосіб рекомендують
при розширенні діючої ферми шляхом прибудови до неї нових будівель.
Комплекс
організаційно-технічних заходів, які визначають послідовність і місце складання
обладнання, а також прийоми встановлення його в робоче положення, називаються
методом монтажу.
Залежно від послідовності виконання будівельних і монтажних
робіт розрізняють послідовний, суміщений та потоковий методи; а залежно від
ступеня заводської готовності й місця складання обладнання — поелементний,
блочний та великоблочний методи.
Послідовний метод передбачає, що
виконання монтажу обладнання починають після закінчення будівельних робіт. Цей
метод застосовують для обладнання, яке розміщують у вигляді потокової
технологічної лінії вздовж всього приміщення (стаціонарні кормороздавачі,
скребкові транспортери для прибирання гною, доїльні установки для доїння у
молокопровід тощо) або такого, що має незначний обсяг монтажних робіт
(обладнання для прив'язі). Недоліком цього методу є збільшення тривалості
строків монтажу, оскільки його починають тільки після закінчення будівельних
робіт, і машину або обладнання необхідно складати в строго визначеній
послідовності.
При суміщеному методі будівельні та монтажні роботи
виконують одночасно і паралельно. Передбачається узгодження в одному виробничому
процесі монтаж будівельних конструкцій і подачу до місця роботи обладнання. Цей
метод широко застосовують при встановленні стояків для кріплення молокопроводу і
стійлових огорож у корівниках, станків на свинофермах, при монтажі обладнання
кормоцехів тощо.
Проведення монтажних робіт до закінчення будівельниками
виконання перекриттів та підлоги у приміщенні дає можливість монтажникам
скоротити строки і вартість монтажу, оскільки немає необхідності пробивати в
підлозі біля стояків колодязі, а потім їх замуровувати. Крім того, значно
полегшується встановлення важкого і громіздкого обладнання будівельним краном
через верх будівлі. Переваги цього методу полягають у тому, що монтаж ведуть при
необхідності одночасно у кількох точках об'єкта.
Проте суміщений метод
допускається за наявності одного міжповерхового перекриття і не менше двох
перекриттів у будівлі з великих блоків та панелей. Цей метод не знаходить
значного поширення, по-перше, через непогодженість при взаємодії будівельних і
монтажних організацій. По-друге, технічна документація, яка регламентує вимоги
на приймання об'єктів під монтаж технологічного обладнання, не передбачає
суміщення робіт.
При потоковому методі монтаж будівельних
конструкцій та технологічного обладнання зведено в єдиний безперервний
виробничий процес, погоджений за часом та черговістю. Роботи виконуються за
графіком, що узгоджений із будівельно-монтажними організаціями і замовником,
який забезпечує постачання обладнання та матеріалів у зазначені
строки.
Потоковий метод рекомендується для однотипних одиниць обладнання на
багатоповерхових об'єктах (кліткові батареї, станкове обладнання). Метод вимагає
чіткої організації праці всіх ланок виробництва, бо тільки в такому випадку він
сприяє підвищенню продуктивності праці й скороченню строків монтажних робіт.
Проте досягнути цього в реальних умовах виробництва дуже
складно.
Поелементний метод передбачає складання обладнання із
окремих вузлів та деталей на місці його встановлення в робоче положення.
Застосовується для монтажу габаритного обладнання (кормороздавачі, кліткові
батареї), коли його попереднє складання здійснити недоцільно або взагалі
неможливо.
При блочному методі встановлення обладнання в робоче
положення здійснюється готовими вузлами і блоками, які з'єднуються між собою в
технологічні лінії. Готові вузли та блоки можуть бути як заводського
виготовлення, так і такі, що укрупнюються на монтажному майданчику або на
виробничій базі будівельно-монтажної організації.
Для великоблочного
методу характерно максимальне перенесення робіт з будівельного майданчика в
стаціонарні умови. Тільки після випробування і регулювання машин та обладнання
його переносять безпосередньо на об'єкт будівництва. Як перевагу даного методу
можна відзначити, що він дозволяє здійснити монтаж у мінімально короткі
строки.
При виборі методу монтажу керуються виробничими та економічними
міркуваннями, враховуючи у кожному випадку велику кількість факторів, а саме:
монтажну технологічність обладнання, яке поставляється; наявність, потужність і
технічні можливості виробничої бази монтажних організацій;
конструктивно-планувальні та об'ємно-компонувальні рішення об'єкта; об'єм і
концентрацію однотипних монтажних робіт; кваліфікацію та забезпеченість
трудовими ресурсами; віддаленість об'єкта від бази пересувної механізованої
колони (ПМК) чи спеціалізованого заготівельного підприємства (СЗП), а також
строки монтажу обладнання і введення об'єкта в експлуатацію тощо.
Правильний
вибір методу монтажу дозволяє значно скоротити строки введення об'єктів в
експлуатацію, підвищує якість виконання робіт і забезпечує економію трудових та
матеріальних ресурсів.
5.2.3 Структура робіт
Монтажем називають сукупність технологічних
операцій, які включають підготовку машини і обладнання до монтажу, установлення
на робоче місце, випробування і налагодження їх на виробничий режим
експлуатації.
Весь цикл проведення монтажних робіт включає три
етапи:
1) підготовка до монтажу;
2) монтаж;
3)
підготовка обладнання до експлуатації.
Підготовка до монтажу
складається із організаційних заходів і підготовних робіт. Спочатку
ознайомлюються з проектом на механізацію того чи іншого виробничого процесу або
тваринницького об'єкта в цілому, уточнюють можливості реалізації даного проекту,
враховуючи місцеві умови, вирішують з відповідними органами місцевої влади
питання використання існуючих транспортних та інженерних комунікацій для потреб
будівництва, максимального застосування місцевих ресурсів. При необхідності
вносять відповідні зміни до проекту, складають монтажні схеми, оформляють
замовлення на виготовлення монтажних заготовок, розробляють план складування
машин та обладнання на об'єкті, ознайомлюються і вивчають технічну документацію,
уточнюють строки здавання об'єкта.
Підготовчі роботи починають з будівництва
під’їзних доріг та проходів для доставки обладнання до місця його монтажу,
розчищення території та організації монтажного майданчика, потім обладнують
місця зберігання матеріалів, інструменту, робочого одягу, а також приміщення для
відпочинку робітників. Після цього на об'єкт може надходити обладнання за
заявками монтажної організації відповідно до прийнятої послідовності монтажних
робіт. Для кожного виду обладнання особливості поставки визначені технічними
умовами. Транспортабельне обладнання постачають у складеному вигляді,
нетранспортабельне за габаритами або масою — транспортабельними блоками
максимально допустимої довжини або маси.
Разом з обладнанням завод-виробник
подає і таку документацію: технічний опис, інструкції з експлуатації, технічного
обслуговування, монтажу, пуску, регулювання і обкатки.
Складують обладнання
на підкладки під навісом чи в приміщенні у такому порядку, щоб у процесі монтажу
час і зусилля на пошуки й переміщення його вузлів та агрегатів були
мінімальними. Як приклад на рисунку 5.3 показано схему розміщення майданчиків
складування і складання агрегату для приготування вітамінного борошна. Запасні
частини, кріпильні деталі, електросилові шафи та інше електрообладнання
необхідно зберігати на складі.
Приміщення, підготовлені до монтажу
технологічного обладнання, повинні бути звільнені від опалубки, будівельних
риштувань, сміття; в їхніх стінах, перегородках та перекриттях мають бути
монтажні отвори, передбачені проектом, а також вставні елементи, необхідні для
установлення машин та обладнання. Канали та люки повинні бути закритими.
У
фундаментах під обладнанням мають бути засипані пазухи, що утворилися при
земляних роботах, зніманні опалубки та пробок, поверхня очищена від залишків
розчину та будівельного сміття. Розміри фундаментів визначаються габаритними
розмірами обладнання та його розміщенням. На всіх фундаментах, що здаються під
монтаж обладнання, повинні бути встановлені металеві пластини з нанесеними на
них осьовими і висотними позначками. Після нанесення осей і позначок по рейках
та планках складають виконавчу схему фундаменту.
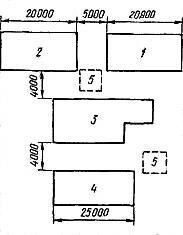
1 — майданчик складування обладнання системи
подачізеленої маси; 2 — майданчик складування і складання обладнання систем
відведення сухої маси та борошна; 3 — фундамент під агрегат; 4 — майданчик для
складування сушильного барабана і теплогенератора; 5 — місце для встановлення
підйомного крана
Рисунок 5.3 – Схема розміщення майданчиків для складування і
складання обладнання агрегату для приготування вітамінного борошна
Допустимі відхилення у розмірах фундаментів не повинні
перевищувати, мм:
Прив'язні розміри поздовжніх і поперечних
осей
фундаменту та осей колодязів ±20
Фундамент у
плані ± 30
Висота
поверхні —30
Уступи — 20
Розміри колодязів у плані ±
20
Зміщення осей закладних елементів ± 5
Осі закладних елементів у
плані ±
10
Виступаючі кінці залитих анкерних болтів повинні мати чисту різьбову
частину. Останню покривають антикорозійним мастилом.
Готовність приміщень,
фундаментів та інших об'єктів до проведення монтажу машин та обладнання
оформляють відповідним актом за участю представників будівельної й монтажної
організацій, а також служби технагляду замовника. Забороняється виконувати
монтажні роботи на об'єктах із незакінченим будівництвом.
Монтаж
включає: доставку машин та обладнання безпосередньо до місця монтажу;
підготовку інструменту, вантажопідйомних механізмів, монтажних пристосувань;
установку машин на робоче місце згідно з проектом, їх кріплення; змащування,
регулювання на робочий режим, а також перевірку взаємодії.
Обладнання
перевіряють на комплектність відповідно із заводськими відомостями і готують до
монтажу. Провадять розбирання і ревізію в обсязі, передбаченому технічними
умовами (для перевірки справності машин та видалення консервуючих мастил. Литі
деталі повинні бути без тріщин, оброблені поверхні деталей — без тріщин та
задирів; шийки валів — без подряпин і забоїв; шарикові та роликові підшипники,
елементи ущільнення — без дефектів.
Якщо при проведенні ревізії виявлені
дефекти, за наявності яких складання машини (обладнання) не дозволяється, то
оформляють акт і замінюють браковану деталь на нову або усувають виявлений
дефект.
Рекомендується вручну прокрутити вали і переконатися в нормальній дії
механізмів, оглянути підшипники, ланцюгові та зубчасті передачі.
Консервуючи
мастила видаляють за допомогою дерев'яних, мідних або алюмінієвих скребків,
очищені поверхні промивають соляркою, гасом, а потім витирають насухо ганчіркою.
Для видалення мастил усередині агрегатів, що не підлягали розбиранню, їх
занурюють на 5—10 хв. у теплий розчин кальцинованої соди (10—20 г/л). Потім
промивають теплою та холодною водою і висушують. Ланцюгові й відкриті зубчасті
передачі очищають, перевіряють надійність кріплення і встановлення зірочок та
коліс.
При виявленні значних конструктивних дефектів, що виникли при
виготовленні обладнання або в результаті його транспортування, викликають
представника заводу.
Встановлення основи рами машин на фундамент виконують за
позначками і осями відповідно до монтажних креслень. Перед цим по рівню
укладають підкладки, які повинні щільно прилягати до бетону. Колодязі під
анкерні болти очищають від сміття, продувають повітрям, встановлюють болти і
заповнюють цементним розчином. Останній повинен проникнути під всі поверхні, що
заливають, не утворюючи при цьому порожнин та раковин. Висота заливання під
рамою машини та поверхнею фундаменту дорівнює 30—100 мм, У зимовий період
необхідно передбачати заходи щодо забезпечення нормального, процесу тверднення
розчину; підкладки під змонтованим і вивіреним обладнанням зварюють, а після
цього приварюють їх до рами.
Мащення й регулювання машин та обладнання
провадять після їх установки і складання, відповідно до карти мащення та
інструкції з експлуатації. Регулювання вузлів і механізмів визначає
експлуатаційну ефективність виконаних монтажних операцій.
Підготовка
обладнання до експлуатації складається з обкатки, випробування, фарбування
та здавання, а також навчання обслуговуючого персоналу будови правилам
виробничої експлуатації й технічному обслуговуванню машин і техніці
безпеки.
Обкатка — одна із відповідальних завершальних операцій виконання
монтажних робіт. При проведенні обкатки притираються деталі в рухомих
з'єднаннях, перевіряється надійність складання і кріплення вузлів та агрегатів,
контролюється відповідність робочих показників паспортним, даним. При цьому
виявляють приховані дефекти виготовлення та монтажу, оцінюють якість проведення
монтажних робіт, створюють сприятливі умови для подальшої експлуатації
машини.
Після обкатки та випробовування провадять технічний огляд машини для
перевірки затягування болтових з'єднань, правильності основних регулювань
робочих вузлів-машини.
Для захисту обладнання від корозії його фарбують.
Після цього оформляють, акт встановленої форми на приймання-здавання змонтованих
машин та обладнання.
5.2.4 Форми
організації праці
Для виконання монтажних, робіт на об'єктах у
строки, ще визначені планом, створюються бригади. Залежно від розмірів затрат
праці і ступеня однорідності виконуваних видів робіт (механомонтажні, такелажні,
зварювальні тощо) бригади бувають комплексними і спеціалізованими.
Останні
складаються із робітників однієї професії, а комплексні — із робітників різних
професій. Створювати комплексні бригади доцільно у випадку значних обсягів
(70—80 %) механомонтажних робіт і невеликих (20—30 %)- такелажнихі зварних, а
також для виконання нескладних такелажних робіт.
При наявності великого
обсягу такелажних робіт (70—80 %) і малого обсягу механомонтажних та зварних
раціонально комплектувати спеціалізовані бригади для такелажних робіт і
комплексні — для механомонтажних з включенням до їх складу зварників.
За
характером та обсягом робіт, які потрібно виконати, бригади поділяють на ланки.
Обов'язки в ланці розподіляють так, щоб забезпечити рівномірне завантаження
робітників і ритмічне виконання всіх операцій. Кількість робітників N, які
входять у спеціалізовану ланку, розраховують за
формулою

де Т - затрати
праці на виконання конкретного виду робіт,
люд.-год.;
К - коефіцієнт неявки робітників
через хворобу та чергові відпустки тощо, К = 1,06;
D
- кількість днів для проведення робіт;
tз -
тривалість робочої зміни, год.;
b - коефіцієнт, що враховує виконання виробітку за кошторисом,
b = 1,15.
Для підвищення продуктивності праці, скорочення
тривалості будівництва, поліпшення якості будівельно-монтажних робіт, зменшення
їх собівартості широко застосовують прогресивну форму організації праці
комплексної бригади - бригадний підряд. Суть його в тому, що
комплексна бригада укладає договір із підрядною організацією на виконання
конкретного обсягу робіт і після цього працює за принципами господарського
розрахунку. Після закінчення робіт бригаді нараховується заробітна плата за
виконані роботи, преміальні виплати за дострокову здачу об'єкта в експлуатацію,
зменшення собівартості, скорочення витрат на будівництво. Таким чином, при
застосуванні бригадного підряду кожний член бригади і вся бригада в цілому
зацікавлені в економній витраті матеріалів і виконанні робіт швидко та
високоякісно.