7.2. Якість обробки поверхонь деталей
На знос і довговічність роботи дуже впливає якість поверхонь після механічної обробки - чистота поверхні.
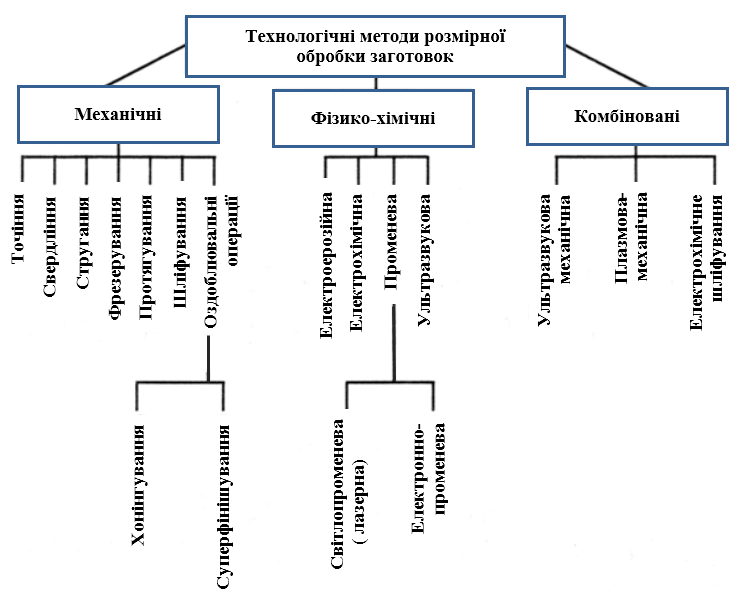
Рис. 7.2.1. Технологічні методи розмірної обробки заготовок.

Рис. 7.2.2.
Фото деяких процесів механічної обробки металів.
Встановлено три періоди зношування, які показані
на кривій зношування деталей (рис. 7.2.3.):
‒ початковий період приробітки (ділянка кривої
1-2) характеризується швидким збільшенням зазору в рухомих
з'єднаннях;
‒ період усталеного зношування (ділянка 2-3),
після початкового, в цей період, що є основним, спостерігається поступове і
повільне зношування;
‒ період швидкого наростання зношування, що
викликається значними змінами зазорів між поверхнями, що труться і зміною
геометричної форми деталей; з цього моменту починається посилений і
катастрофічно наростаючий знос, який може призвести до
аварії.
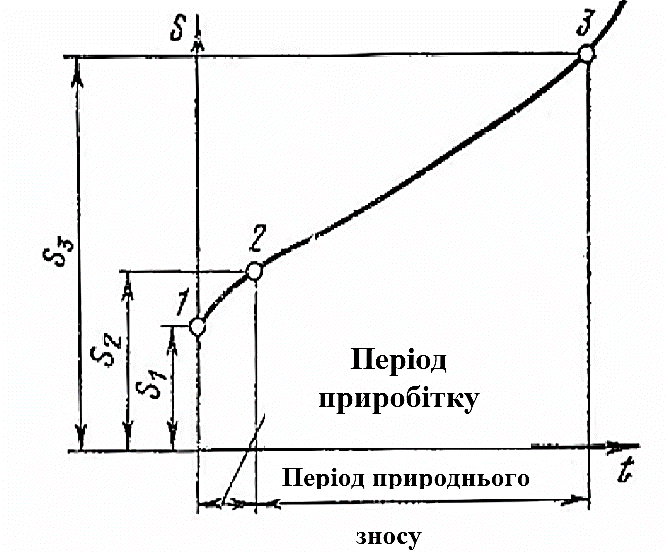
Рис. 7.2.3. Схема кривої зношування
деталі.
Для збільшення терміну служби деталей обладнання
слід скоротити до можливо менших термінів період приробітку, різко збільшити
період усталеного зношування і запобігти період наростаючого зношування.
Скорочення періоду приробітку досягається шляхом точної і чистої обробки
поверхонь деталей, що труться.
Стан чистоти поверхні вимірюється спеціальними
приладами – профілометрами і
профілографами.
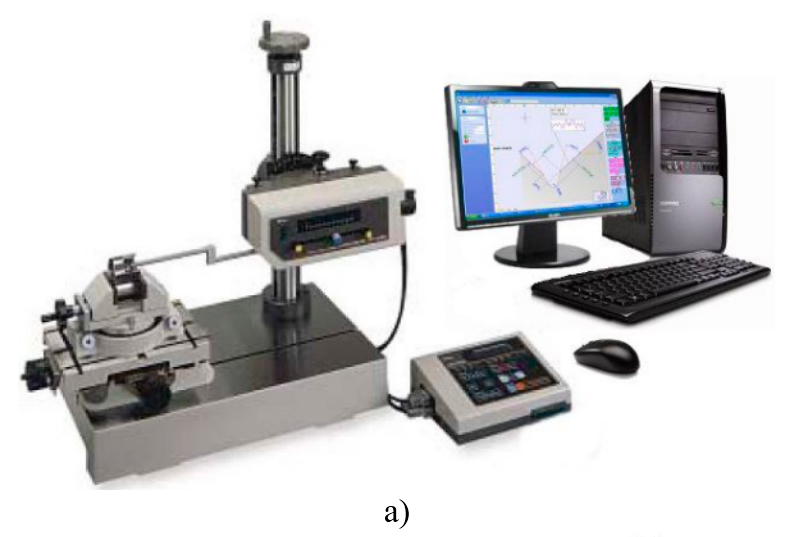
а) – профілометр; б) –
профілограф.
Рис. 7.2.4. Фото приладів для вимірювання чистоти
обробки поверхонь деталей.
Токарні, фрезерні, високоточні
роботи.

Високотехнологічна обробка металів