2.5 Відновлення деталей пластичним деформуванням
Пластичне деформування - здатність деталей змінювати форму і розміри на основі перерозподілу
металу під дією зовнішніх сил.
У холодному стані відновлюють деталі з низьковуглецевих сталей і кольорових металів, при цьому структура металу не змінюється, але підвищується твердість і зменшується в'язкість.
У гарячому стані, нагріваючи до температури 0,7-0,9 % від температури плавлення, відновлюють деталі з середньо- і високо вуглецевих та легованих сталей, при цьому прикладені зусилля значно зменшуються, але змінюється
структура і механічні властивості металу.
Спосіб заснований на відновленні розмірів сполучених поверхонь шляхом
перерозподілу металу в обсязі деталі. Спрямоване переміщення металу досягається
за допомогою спеціальних пристосувань: матриць, пуансонів, оправок; при цьому прикладаються зусилля, що перевищують межу текучості матеріалу.
?file=Power_press_animation.gif){kind=link}
Відновлення способом пластичної деформації застосовується тільки для
деталей, виготовлених з пластичних матеріалів (сталь, мідь, алюміній, латунь).
Для підвищення пластичності деталі перед обробкою попередньо відпалюють. Існують основні стадії відпалу:

Рисунок 2.5.1 Фрагмент діаграми стану сплавів «залізо-вуглець» з вказанням діапазонів температур нагрівання для різних видів відпалювання сталей
Для відновлення деталей пластичним деформуванням застосовують наступні основні способи: осадка, роздача, обтиск, правка, накатка та карбування.

Рисунок 2.5.2 – Види
обробки металів пластичним деформуванням: а) - прокатка; б) -
пресування; в) - волочіння; г) - кування;
д) - об’ємне штампування; е) - листове штампування.
Осадку застосовують для збільшення зовнішнього діаметра або зменшення внутрішнього діаметру за рахунок зменшення висоти деталі.

Рисунок 2.5.3 Осадка заготовки: 1) модель процесу; 2) види форм заготовки: а) циліндричної- бочкоподібної; б) квадратної
Гаряча осадка прутка

Роздачою відновлюють порожні циліндричні деталі, у яких знос зовнішньої поверхні компенсується за рахунок зменшення товщини стінки.

Рисунок 2.5.4 Пластичне деформування роздачою: а) роздача втулки; б) принципова схема; в) об´ємна роздача шариком; г) об´ємна роздача оправкою
Висадка и роздача труби

Обтиск застосовують для зменшення розміру внутрішньої поверхні за рахунок
зменшення розміру зовнішньої поверхні деталі.
Частина матриці, що калібрує, дозволяє зменшити внутрішній діаметр деталі на величину зносу з
урахуванням припуску на розгортання до необхідного розміру. Зовнішній розмір відновлюють одним із способів
нарощування. Після відновлення деталі повинні бути перевірені на відсутність
тріщин.

Рисунок 2.5.5 Пластичне деформування обтиском: а) принципова схема; б) пристосування для обтиску втулок; 1 - опорна втулка; 2 - матриця; 3 - відновлювана втулка; 4 - оправка
Обтискний станок
H19MM

Правкою відновлюють вали, осі, тяги, штанги, важелі, балки та інші деталі. Процес здійснюють на пресах, плитах за допомогою спеціальних пристосувань. Деталі виправляють у холодному
стані або після нагрівання (при наявності в них великих деформацій).
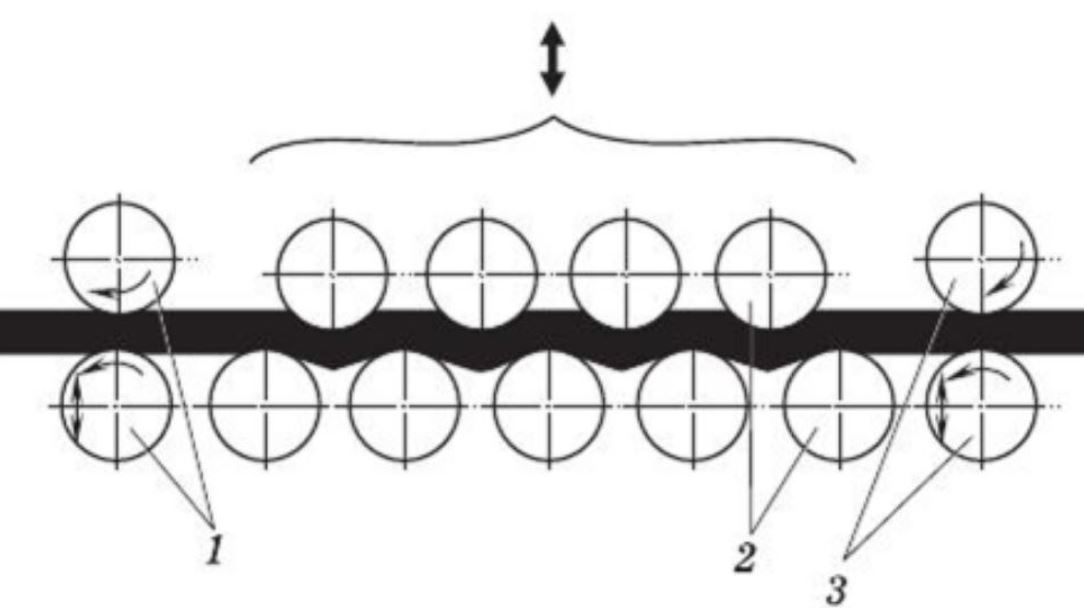
Рисунок 2.5.6 Схема роботи правильних вальців: 1 - вихідні вальці; 2 - правлячі вальці; 3 - вхідні напрямні вальці
Правка металу

Накаткою збільшують розміри термічно необроблених поверхонь, на яких встановлюють деталі з нерухомою посадкою (шийки валів і осей та ін.) Циліндричні поверхні накочують рифленим роликом на токарному верстаті. Аналогічний результат отримують при кернуванні поверхонь. Накатану або накернену деталь шліфують під розмір, що забезпечує необхідну посадку.

Рисунок 2.5.7 Інструмент для накатки: а) рифлені ролики; б) державка для роликів
Накатка рифлення

Спосіб обробки металу тиском, при якому на заготовку наносять неглибокий
рельєф сильним натисканням інструменту, що має виступи (чеканом), називається карбуванням.
Карбування полягає в усуненні дефектів (непроварів, раковин, дрібних
тріщин) за рахунок пластичної деформації поверхневих шарів металу за допомогою
спеціальних інструментів - чеканів. Цей спосіб ремонту застосовується переважно для усунення невеликої
течій в зварних і клепаних швах теплообмінних апаратів.
Заклепувальні шви не можуть бути абсолютно непроникними, що пояснюється
наявністю нерівності і шорсткості на поверхні склепаних листів, внаслідок чого у
шві залишаються повітряні прошарки і канали, через які може проходити рідина або газ. Тому для абсолютної щільності і непроникності стики клепаних швів і головок ущільнюють.

Рисунок 2.5.8 Способи
карбування кромки
Розглянуті способи ремонту методом пластичного деформування економічно
доцільно застосовувати тільки при виправленні великих партій однакових деталей.