2.4.3 Усунення тріщин клеєзварювальним способом
Цей спосіб використовують при зарівнюванні тріщин у чавунних базисних деталях. Він полягає у використанні двох технологічних методів
з’єднання деталей: контактного точкового
зварювання і склеювання.
Поверхню деталі зачищають механічним способом та знежирюють. Кінці тріщини засвердлюють для запобігання подальшого поширення. Виготовляють стальну накладку із
листової сталі.
На підготовлену поверхню деталі наносять клейову композицію, поверхню стальної накладки знежирюють і встановлюють на
клейову основу, а потім приварюють контактним точковим способом. Спосіб забезпечує формування з’єднання з границею міцності на розтяг 170…180 МПа.
Зварювальний шов роблять не цільним, а точками, які розташовані одна від одної на однаковій відстані Нагрівання відновленої поверхні, яке супроводжує точкове зварювання, поліпшує полімеризацію композиції, яка завершується через 5…6 годин.
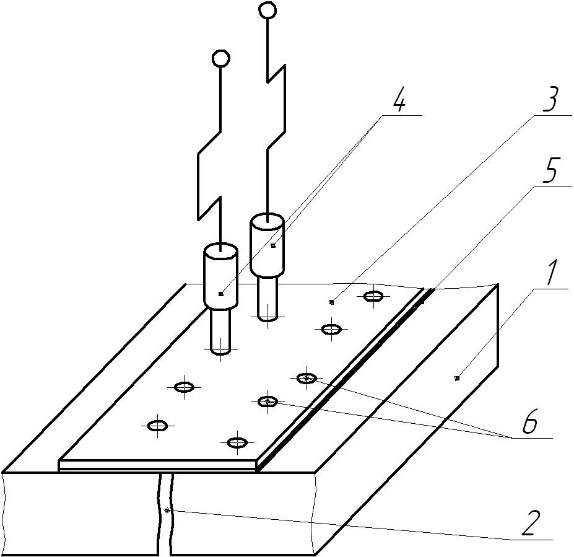
Рисунок 2.4.3.1 – Схема ремонту тріщин клеєзварювальним способом: 1 - чавунна корпусна деталь; 2 - тріщина; 3 - сталева накладка; 4 - зварювальні кліщі; 5 - клейовий прошарок; 6 - зварювальна точка;
При наварюванні сталевої накладки, як правило, встановлюють діаметр
електрода de = 5…6 мм; крок між зварювальними точками витримується (5…7) de, мм; відстань між рядами зварювальних точок (4…5) de, мм; кількість рядів зварювальних точок – не більше трьох з кожного
боку тріщини; величина вільного кінця накладки до
Товщина клейового прошарку складає 0,3…0,6 мм, складові деяких клейових
композицій показані у таблиці 2.4.3.1.
|
Компоненти |
Номери клейових композицій | ||
|
1 |
2 |
3 | |
|
Епоксидна смола ЕД-16 Полісульфідний порошок Чавунний порошок |
100 – – 22 8 18 10 |
100 5 10 18 – 15 50 |
100 5 10 – – 15 50 |