2.3.3 Відновлення деталей паянням
Паяння використовують при ремонті машин, апаратів, трубопроводів і приладів автоматики для з'єднання і закріплення тонкостінних деталей і деталей з різнорідних металів, ущільнення різьбових з'єднань, усунення пористості зварних швів, пористості чавунних і бронзових виливків, складання схем електричного управління.

Рисунок 2.3.3.1 Пайка мідного трубопроводу
Технологія процесу пайки складається з наступних операцій: 1) механічного очищення поверхонь; 2) нагрівання місця пайки до температури плавлення припою; 3) видалення оксидів з поверхонь і запобігання їх від окислення під час паяння; 4) введення припою у місце паяння; 5) обробки шва.
У залежності від технічних вимог і паяльних з'єднань застосовують паяння
легкоплавкими (температура плавлення до 500°С) або тугоплавкими припоями (понад
500°С).
Механічне очищення поверхонь при паянні деталей із сталі і чавуну виконується напилком, шабером або наждаковим папером.
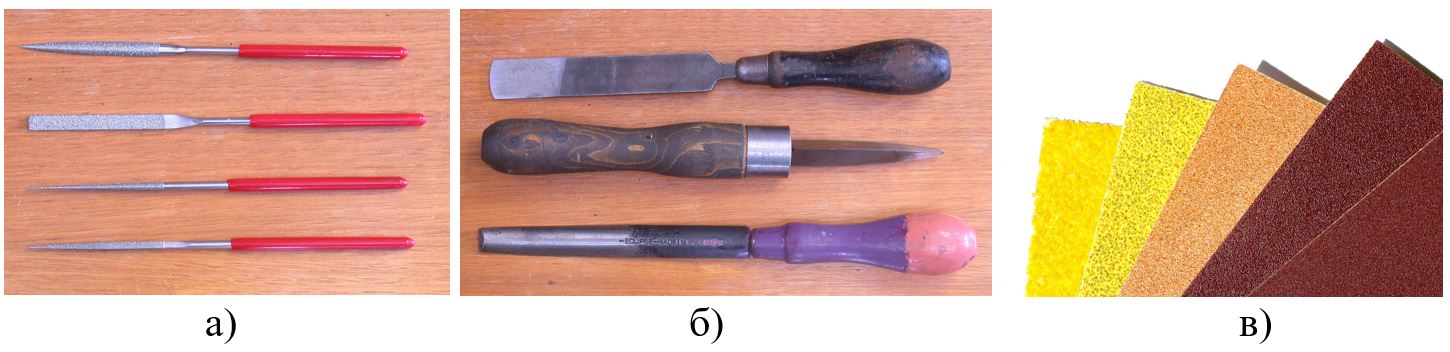
Рисунок 2.3.3.2 Інструменти
і матеріали для механічного очищення поверхонь при паянні деталей:
а) алмазні напилки; б) шабери: плоский, тригранний, напівкруглий; в) папір наждаковий
Для видалення з поверхонь деталей, що з'єднуються, плівки окислів і
інших домішок, що перешкоджають пайці, використовують флюси у вигляді порошків або паст, які насипають або намазують у необхідному місці. Як флюси,
застосовують буру, соляну кислоту, каніфоль, нашатир, хлорид цинку і фторид натрію. Бура рекомендується при паянні твердими припоями, а решта флюсів - при
паянні м'якими припоями є каніфоль.
Температура паяння повинна бути на 45 - 50°С вище температури
розплавлення припою. При паянні м'якими припоями після очищення місця спаю
покривають флюсом і деталі міцно з'єднують одну з іншою за допомогою паяльників. Оптимальні зазори між сполученими поверхнями шва - 0,1 - 0,15 мм. При
паянні тугоплавкими припоями паяння виконують мідно-цинковими, мідно-фосфорними або срібними припоями, а також латунями. Поверхні деталей, що сполучаються повинні бути щільно припасовані і
стягнуті дротом для забезпечення їх нерухомості. Великі деталі попередньо
з'єднують заклепками.
Паяння алюмінію та його сплавів виконується або з механічним видаленням оксидної плівки
загостреним інструментом (абразивна пайка), або з хімічним її розчиненням високоактивними флюсами (Ф380А;
34А), що містять фториди і хлориди калію, натрію й літію.
Для припаювання до міді, сталі та їх сплавів алюміній попередньо лудять чистим цинком, після чого пайку виконують звичайним способом. По закінченні пайки залишки флюсу (щоб уникнути роз'єднання) повинні видалятися з швів щітками. Потім шви слід промити спочатку гарячою водою, а потім холодною.
Пайка металів

Автоматизація пайки труб на основі промислових
роботів
Пайка калачів теплообмінника