1.2 Кутери
Кутери призначені для тонкого подрібнення м'ясної м'якої сировини і
перетворення її на однорідну гомогенну масу.

Рисунок 1.2.1 Вакуумні кутери
До надходження у кутер сировину попередньо подрібнюють на вовчку, але
окремі конструкції кутерів мають пристосування для подрібнення шматкової
сировини. Кутери бувають періодичної і безперервної дії. М'ясна сировина в кутерах подрібнюється за допомогою
швидкообертових серповидних ножів, установлених на валу. Ножі поперемінно занурюються в обертову чашу з частотою до 0,3 с-1.

Рисунок 1.2.2 Завантаження кутера інгредієнтами

Рисунок 1.2.3 Приготування ковбасного фаршу на
кутері
Подрібнення відбувається у відкритих чи закритих чашах під вакуумом. Крім того, у кутерах поєднуються процеси подрібнення і
змішування.
Робота кутера

Кутер SuperCutter

До первісного пуску кутер готують наступним чином. Спочатку перевіряють
наявність мастила у всіх змащуваних точках, натяг ременів приводу ножового валу і редуктора чаші, надійність
кріплення серповидних ножів на ножовій втулці і ножової втулки на валу, можливість прокручування ножового валу і приводу чаші від руки, після чого здійснюють обкатку вхолосту. Під
час обкатки перевіряють обертання чаші на першій і другій швидкості, нагрівання
підшипників ножового валу, а також працездатність електроблокування, захисної кришки і механізму вивантаження.
У чашу продукт, що подрібнюється, завантажують рівномірно при включеній
машині. Щоб уникнути поломки серповидних ножів цей продукт не повинен містити
шматочків кісток і сторонніх предметів.
Раціональний коефіцієнт завантаження чаші, а також необхідні режими підбираються з урахуванням
використання першої і другої швидкостей обертання чаші і ножового валу, а також
технології виготовлення фаршу.
Вплив геометричної форми ножа на ступінь подрібнення сировини
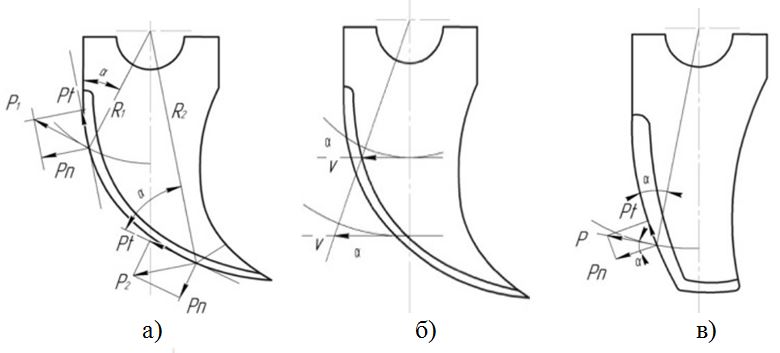
Рисунок 1.2.4.1 Серповидні кутерні ножи: а) з лінією різання кривої другого порядку; б) епюра лінійних швидкостей на кутерному ножі; в) з лінією леза у вигляді незначної вигнутої лінії.
Під час роботи кутерний ніж стикається з м'ясною сировиною, і на нього
діє сила опору Р. На рисунку 1.2.4.1, а, показаний
вплив сили різання в точках 1 і 2, сила Р1 і Р2 перпендикулярно спрямовані, відповідно з радіусів R1 і R2. Сили розкладені на нормальну (Pn) і дотичну (тангенціальну Pt).
Для ковбаси використовують в основному м'ясо без сполучної тканини. Це створює хороші умови для врізання кромки ножа в продукт і тому в
цьому випадку використовують ніж з кутом нахилу α =
15-20° (рис. 1.2.4.1, в). Він досить ефективно обробляє сировину і при
цьому зменшує час одного циклу на 10-15%.
Варені ковбаси, сосиски, сардельки II сорту готують з більш жорсткого і має багато сполучної тканини
м'ясної сировини. Тому для його обробки необхідна нормальна складова сили різання - для подрібнення м'язової тканини і її дотична складова - для подрібнення сполучної тканини. У цьому випадку більш підходить
кутерний ніж з лезом у вигляді ламаної лінії, вписаної в криву другого порядку
(рис. 1.2.4.2, а). В основі леза даного ножа переважає нормальна складова сили
різання (α<20°), а в кінцевій частині
ножа діє дотична сила різання; (α<50-60°).
Для виробництва сирокопчених ковбас також застосовується кутер, проте в цьому випадку при різанні діють:
мінімальна нормальна і максимальна дотична сили різання. Для такого виду різання більш підходить кутерний ніж,
який має лезо у вигляді сильно зігнутої лінії з кутом а, максимально наближеним
до 90 ° (рис. 1.2.4.2, б).
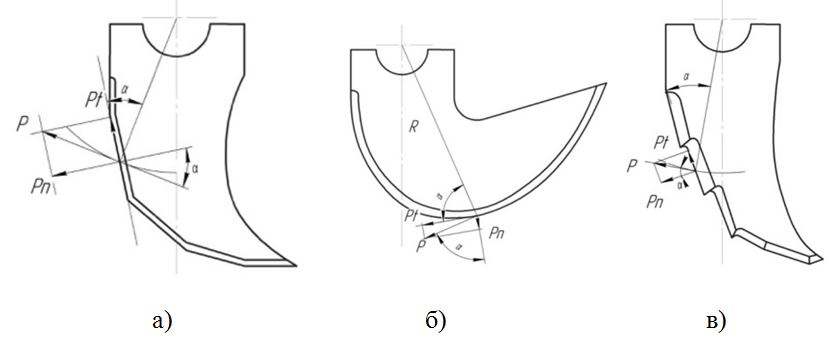
Рисунок 1.2.4.2 Серповидні кутерні ножи: а) з лінією леза у вигляді ламаної лінії; б) з лінією леза у вигляді кривої другого порядку; в) з лінією леза у вигляді зубчастої лінії.
Для приготування в кутері емульсій з сирої свинячої шкірки рекомендується застосовувати ножі з зубчастої
лінією леза, так як міцність основного білка свинячий шкурки - колагену дуже висока. Тому потрібно мати ніж, який був би здатний подрібнити
його. Фахівці розробили кутерний ніж, що подрібнює як своєрідна пила, в якій
зуби як би «перепилюють» колагенові волокна, різко збільшуючи волого зв’язувальну здатність сировини (рис. 1.2.3.2 в).
В процесі експлуатації спостерігається затуплення ножів, в наслідок чого споживана потужність електродвигуна зростає.
При знятті ножів для заточування спеціальний ключ вставляють в пази ножової втулки і закріплюють на штифті у верхній частині корпусу, а гайковий ключ за допомогою подовжувача обертають за годинниковою стрілкою і тим самим послаблюють затискну гайку.

Рисунок 1.2.5 Спеціальний ключ для зняття серповидних ножів кутера.
Ножі закріплюють в зворотній послідовності. При цьому необхідно ретельно
протерти привалочні торцеві поверхні ножів і проміжних кілець. Гайки серповидних
ножів затягують динамометричним ключем з обертовим моментом 178469,1 Н·м проти годинникової стрілки до повного і надійного закріплення
ножів.
Після закінчення зміни всі частини машини, що знаходяться у
безпосередньому контакті з фаршем, ретельно очищають і промивають гарячою
водою.
Рекомендації від виробника із заточування кутерних ножів
Дуже важливо, щоб заточка була холодною. До заточувального верстата з цією метою постійно підводиться холодна вода, яка допускає лише
незначний нагрів ріжучої кромки ножа.
Тут жовтий, коричневий або блакитний відтінок ріжучої кромки, що
з'явилися після заточки, повинні стати для вас небезпечними символами, які
сигналізують про її перегрів. Перегрів кромки може привести до того, що змінитися структура металу, а сильний перегрів і зовсім - до надмірного загартуванню матеріалу (до 59 одиниць, тоді як норма - 54-56
одиниць).
Недостатнє охолодження, тобто суха заточка з уповільненим охолодженням
ножа, веде до утворення відпалу ріжучої кромки (вже спостерігалися випадки
зниження ступеня твердості до HRC 40).
У більшості випадків з'явився небажаний відтінок кольору можна прибрати
за допомогою звичайного полірування, але це лише зовнішній вигляд. На мікрорівні структура матеріалу вже
порушена. Це незабаром призводить до появи тріщин в зоні заточування, що з часом переходять в більш істотні
пошкодження.
При правильному поводженні з ножами після декількох заточок потрібно
проводити "зняття внутрішнього напруження матеріалу" (мінімальний час підтримки температури 180 - 2000
С - 4 години, потім поступове охолодження). Дана процедура нормалізує структуру металу після дії високої
температури, сил напруги і скручування в процесі роботи ножів.
Після 3-4 заточувань необхідно перевіряти кутерні ножі на наявність
мікротріщин. Якщо такі виявлені, слід впорядкувати їх з метою запобігання
виникнення пошкоджень самого кутера в разі руйнування ножа під час
роботи.
Слід пам'ятати, що при звичайному огляді видно не всі тріщини. Краще для
їх виявлення використовувати магнітно-індуктивні пристрої. Їх можна знайти в будь-яких майстернях, які займаються
заточуванням кутерних ножів, де можна протестувати
інструменти.
При всіх роботах технічного обслуговування обладнання знеструмити, тобто вимкнути головний рубильник, і повісити табличку «Не включати!!! - працюють
люди».
Рисунок 1.2.6 Табличка-знак «Не включати!!! - працюють
люди»
Очищення машин робити щодня, очищаючи наступні частини: чашу кутера, ножову кришку, диск і скребок скидача,
відвідний жолоб, деталі ущільнення чаші. Очищення здійснюється струменем води і
щіткою.
При очищенні машини водна струмінь не повинна потрапляти в область двигунів під
машиною, а також у розподільчу шафу і на пульт.
Для безпечного обслуговування кутера та попередження можливих поломок
його частин передбачено наступне:
- в кожній з трьох обмоток електродвигуна привода ножового валу є тепловий чутливий елемент, що оберігає пристрій
від перегріву;
- привод ножового валу можна запустити в роботу, якщо кришка ножової
головки не буде повністю закрита;
- при включенні приводу ножів в роботу на першій ступені запускається і
привод чаші на першому ступені (одна чаша в роботу не
включається);
- приводи ножів і чаші можна переводити з менших швидкостей обертання на великі тільки послідовно, з першого на другий ступінь, з другого на
третій ступінь, але не з першого на третій;
- зворотне перемикання приводу ножів проводиться тільки через реле часу, що має інтервал спрацьовування 0...30 с.