Лабораторна робота №4 «ВИМІРЮВАННЯ МІКРОМЕТРИЧНИМИ ІНСТРУМЕНТАМИ»
МЕТА РОБОТИ: Вивчення будови
і призначення мікрометричних інструментів. Отримання практичних навичок настройки інструментів, вимірювання
розмірів деталей основними
видами мікрометричних інструментів і визначення придатності розмірів.
1 ВКАЗІВКИ З
ПІДГОТОВКИ ДО РОБОТИ
1.1 Завдання для самостійної підготовки до
роботи
Вивчити призначення, будову і правила застосування мікрометричних
інструментів.
1.2 Питання для
самопідготовки
1. Види мікрометричних інструментів. Призначення кожного з них.
2. Будова мікрометричних інструментів.
3. Принцип побудови відлікового пристрою мікрометричних інструментів.
4. Послідовність установки мікрометричних інструментів на нуль.
5. Межі
вимірювання мікрометрів, мікрометричних
глибиномірів.
6. Метрологічні показники мікрометричних інструментів.
1.3
Рекомендована література
1.
Сірий І.С. Взаємозамінність, стандартизація і технічні вимірювання (2-е видання доповнене
і перероблене): Підручник/ І.С. Сірий. – К.: Аграрна освіта, 2009. – 353
с.
2.
Сірий І.С., Колісник В.С. Взаємозамінність, стандартизація і технічні
вимірювання. –Київ.:Урожай, 1995. –264с.
3.
Сєрий І.С. Інженерна механіка (ВСТВ). Методичні вказівки до роботи на тему:
«Вимірювання мікрометричними
інструментами» для здобувачів вищої освіти «Бакалавр» зі спеціальності 208
«Агроінженерія» (на основі повної
загальної середньої освіти)/І.С. Сєрий, В.В. Паніна, О.В. В’юник. – Таврійський державний агротехнологічний університет,
2019. − 16
с.
2 ВКАЗІВКИ ДО САМОСТІЙНОЇ ПІДГОТОВКИ
До
мікрометричних інструментів належать мікрометр, мікрометричний нутромір і
мікрометричний глибиномір. Найбільш розповсюдженим є
мікрометр.
Мікрометр
призначений для вимірювання зовнішніх лінійних розмірів з точністю
|
|
|
1 – скоба; 2 – нерухома п’ята; 3 – мікрометричний гвинт; 4 – стопор; 5 –
стебло; 6 –
барабан; 7 – тріскачка; Рисунок 4.1 – Мікрометр МК– |
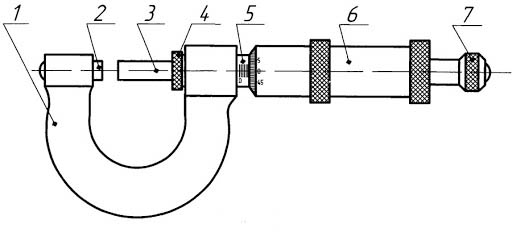
На
скобі 1 (рис. 4.1) з одного боку запресована нерухома п'ята 2, а з іншого боку
по різьбі пересувається мікрометричний гвинт 3, зв'язаний із барабаном 6. Крок
микрогвинта P =
Мікрометр має два пристрої для відліку вимірюваного
розміру.
Перший пристрій
складається зі шкали з ціною поділки
Другий
пристрій складається зі шкали, що має ціну поділки
При
контакті накінечника мікрометричного гвинта 3 з поверхнею, що вимірюється, досягається
зусилля вимірювання 7±2 Н храповичок починає проковзувати. Для фіксування
мікрометричного гвинта 3 передбачено стопор 4.
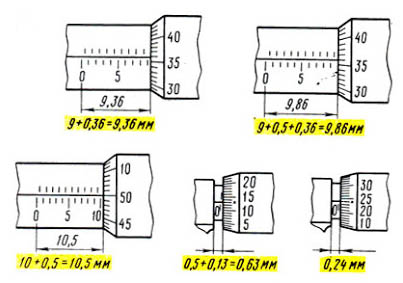
Відлік
показань здійснюють у такий спосіб:
1) спочатку по нижній частині шкали стебла відраховують цілі
міліметри;
2) по верхній частині – половини
міліметрів;
3) по шкалі барабана визначають соті частки
міліметру. Приклади відліку показані на рисунку 4.2.
При
вимірюванні мікрометром його тримають в руках, або встановлюють в стійці. Перед
початком вимірювання перевіряють нульову установку мікрометру (для мікрометра 0
– 25 перевіряють нульовий відлік, для 25 – 50 перевіряють відлік
|
|
Рисунок 4.2 – Приклади відліку по шкалі
мікрометру |
Мікрометри з межами вимірювання 0 –
Скошений край барабану має зупинитись так, щоб штрих (0; 25 і т.і.)
початкової поділки шкали з ціною стебла
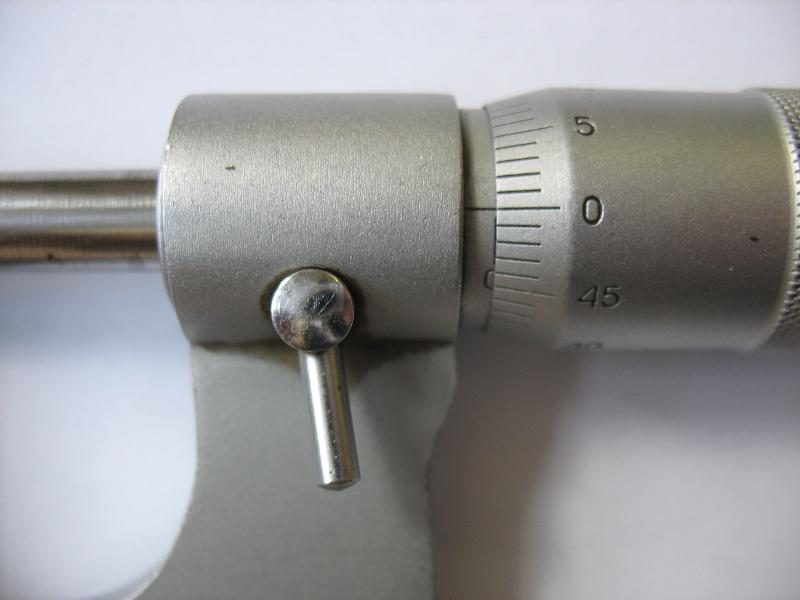
Рисунок 4.3 – Встановлення мікрометра на нуль проведена
правильно
Якщо
такого співпадіння немає, то мікрометр регулюють. Для цього обережно затискають
калібр між вимірювальними поверхнями, обертаючи мікрогвинт за тріскачку (три -
п’ять клацань); не виймаючи плоскопаралельної кінцевої міри довжини, стопором
закріплюють мікрометричний гвинт; потім притримуючи від обертання барабан лівою
рукою, правою відкручують ковпачок для роз’єднання мікрогвинта і барабану,
барабан посувають у бік скоби до характерного звуку. Коли барабан від’єднається
від мікрогвинта, його повертають в потрібне положення, тобто так, щоб нульова
поділка барабану співпадала з повздовжньою рискою шкали на
стеблі.
Утримуючи барабан у цьому положенні лівою рукою, правою обережно
закручують ковпачок. Після того як барабан і мікрометричний гвинт за допомогою
ковпачка будуть з’єднані
повторно перевіряють мікрометр вимірюванням калібру.
При
відліку по шкалі мікрометра часто припускають помилку у
Мікрометричний
глибиномір (рис. 4.4)
складається з траверси і мікрометричної головки. Вимірювальними
поверхнями є нижня площина траверси 5 і кінець вимірювального стрижня 6. Для
збільшення діапазону вимірювань глибиномір має змінні вимірювальні стрижні 6.
межі вимірювання глибиноміра дорівнюють 0 –
На нуль
глибиномір з вимірювальним стрижнем 0 –
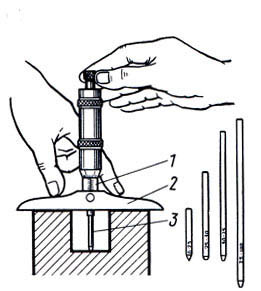
1 – стебло; 2 – траверса; 3 –вимірювальні стрижні
Рисунок 4.4 - Мікрометричний глибиномір
(точність відліку
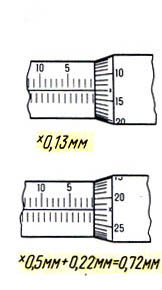
Рисунок 4.5 – Приклади вимірювання мікрометричним
глибономіром
3 РЕКОМЕНДАЦІЇ
ЩОДО ОФОРМЛЕННЯ ЗВІТУ
Бланк для виконання лабораторної роботи на тему: «Вимірювання мікрометричними
інструментами» (додаток А).