Лабораторна робота №3 «ВИМІРЮВАННЯ ШТАНГЕНІНСТРУМЕНТАМИ»
МЕТА РОБОТИ: Вивчення будови і призначення штангенінструментів. Отримання практичних
навичок вимірювання розмірів деталей основними
видами штангенінструментів і визначення придатності розмірів.
1 ВКАЗІВКИ З
ПІДГОТОВКИ ДО РОБОТИ
1.1 Завдання для самостійної підготовки до
роботи
1.1.1 Вивчити
призначення, будову і застосування
штангенінструментів.
1.1.2 Вивчити
принцип розрахунку основних параметрів шкали ноніусу.
1.2 Питання для
самопідготовки
1. Види
штангенінструментів. Призначення кожного з них.
2.
Будова штангенциркуля (штангенрейсмуса,
штангенглибиноміра).
3.
Принцип побудови шкали ноніусу штангенінструментів.
4. Як
знімається відлік розміру по шкалах штангенінструментів?
5.
Нормальна і розтягнута шкали. Перевага розтягнутої шкали
ноніусу.
6. Як
перевіряються штангенінструменти перед вимірюваннями?
1.3
Рекомендована література
1.
Сірий І.С. Взаємозамінність, стандартизація і технічні вимірювання (2-е видання доповнене
і перероблене): Підручник/ І.С. Сірий. – К.: Аграрна освіта, 2009. – 353
с.
2.
Сірий І.С., Колісник В.С. Взаємозамінність, стандартизація і технічні
вимірювання. -Київ.:Урожай, 1995. – 264с.
3.
Сєрий І.С. Інженерна механіка (ВСТВ). Методичні вказівки до роботи на тему:
«Вимірювання
штангенінструментами» для здобувачів вищої освіти «Бакалавр» зі спеціальності 208
«Агроінженерія» (на основі повної
загальної середньої освіти)/І.С. Сєрий, В.В. Паніна, О.В. В’юник. – Таврійський державний агротехнологічний університет,
2019. − 24 с.
2 ВКАЗІВКИ ДО САМОСТІЙНОЇ
ПІДГОТОВКИ
Вимірювання – це знаходження значення фізичної величини
дослідним шляхом за допомогою спеціальних технічних
засобів.
Технічний засіб, який використовується при вимірюванні та має нормовані
метрологічні властивості, називають засобом вимірювання
(ЗВ).
В
залежності від прийомів використання ЗВ та принципів вимірювання розрізняють
наступні методи вимірювань: абсолютний та відносний; прямий та непрямий;
комплексний та диференційний.
Метод
оцінки, який використовується в роботі, це метод, при якому значення величини
визначають безпосередньо по відліковому пристрою ЗВ.
Технічний контроль – це перевірка відповідності об'єкту встановленим
технічним вимогам.
При
вимірювальнім контролі розміру перевіряється відповідність дійсного розміру
виробу гранично допустимим, встановленим кресленням.
Штангенінструмент є універсальним вимірювальним засобом, що застосовують
на машинобудівних і ремонтних підприємствах. Його використовують для вимірювань
розмірів невисокої точності, для розмічування деталей та інших робіт. До
штангенінструменту належать штангенциркуль, штангенглибиномір і
штангенрейсмус.
У
штангенінструменті відліковий пристрій – лінійний ноніус чи додаткова шкала, яка
дозволяє відрахувати дрібні частки поділок основної шкали (рис.
3.1).
Число
n поділок на ноніусі береться на одне більше, ніж на основній шкалі,
тобто:
с(п – 1) = bп,
і= с – b,
де
с – ціна поділки основної шкали;
b –
інтервал ділення шкали ноніуса;
i –точність
відліку.
Підставляючи значення b з другого рівняння
одержимо:
с(п –1)=(с–і)·п
Ноніуси виготовляють з ціною поділки (величиною відліку за ноніусом) 0,1
та
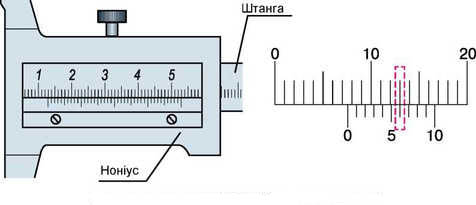
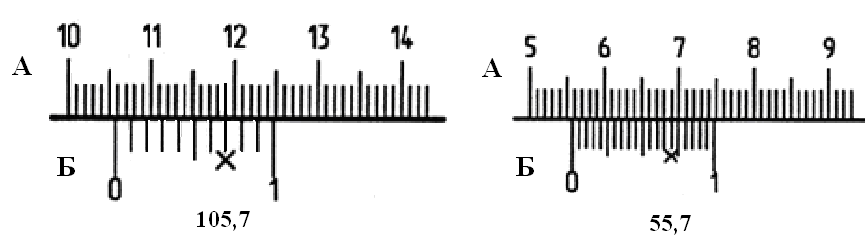
Рисунок 3.1 – Приклади відліків по ноніусу.
Для
зручності відліку шкалу ноніуса, як правило, виготовляють розтягнутою
(модульною), тобто ділення шкали ноніуса приймають не приблизно рівним діленню
основної шкали, а в у разів більше. Величина у називається модулем
шкали.
Точність відліку і не
залежить від модуля, а в будь-якому випадку залежить від ціни поділки основної шкали с і числа
поділок п
ноніуса.
Штангенциркуль. Конструктивно
штангенциркулі розрізняють за межами вимірювання, формою вимірювальних губок і рамки ноніусу, а також точністю
вимірювання. Губки для вимірювання внутрішніх розмірів можуть бути двох варіантів. У
штангенциркулях ШЦ-1 вони мають ножову форму, внаслідок чого
зразу одержуємо вимірювальний розмір, у ШЦ-ІІ і ШЦ-ІП губки ступінчасті і мають відповідний сумарний розмір,
який треба додавати до відрахованого розміру при вимірюванні отворів.
Для розмітки кінці вимірювальних губок
штангенциркулів ШЦ-ІІ загострені.
Діапазон вимірювань штангенциркуля визначається його штангою, на якій нанесено основну
шкалу з ціною поділки
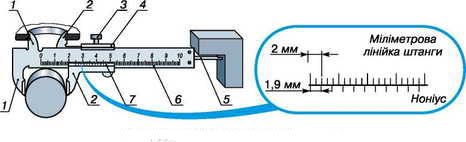
1–нерухомі губки для вимірювань; 2–рухомі губки для вимірювань з рамкою;
3–стопорний гвинт; 4–рамка з допоміжною шкалою (ноніус); 5 – глибономір;
6–штанга
Рисунок 3.2 – Будова
штангенциркуля ЩЦ-I
Перед вимірюванням слід перевірити нульове положення. Для цього
зсовують вимірювальні губки штангенциркуля до їх зіткнення і
переконуються у відсутності зазору та збіганні нульових штрихів основної шкали і шкали
ноніусу.
Принцип користування ноніусом зрозумілий з рис. 3.1, на якому показані приклади відліку. Десять поділок ноніусу відповідають
дев'яти поділкам основної шкали. Отже, інтервал поділок складає
Цілу
кількість міліметрів
знаходять по основній шкалі, а долі міліметру – по
ноніусу.
Якщо, зберігши кількість поділок ноніуса, збільшити інтервал його
поділок до
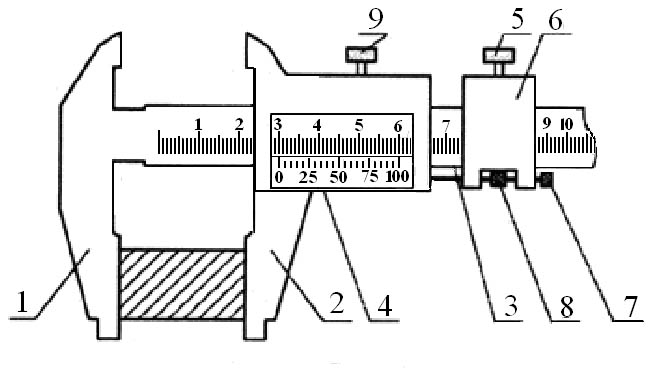
1 – нерухомі губки; 2 – рухомі губки; 3 – штанга; 4 – рамка з ноніусом;
5 – стопорний гвинт рамки мікропадачі; 6 – рамка мікроподачі; 7 – гвинт
мікропадачі; 8 – гайка мікропадачі; 9 стопорний гвинт
Рисунок 3.3 – Штангенциркуль ЩЦ-II
Більш досконалий і точний штангенциркуль (рис. 3.3) з пристосуванням для мікрометричної подачі рамки з рухомими губками, яке
складається з движка 4 зі стопорним гвинтом 5, гайки 8, гвинта 7
мікрометричної подачі, який з’єднаний з рамкою ноніусу 3. Відпустивши стопорний гвинт рамки 2 і закріпивши стопорний
гвинт 5 движка, можна обертаючи
гайку 8, помірно пересувати
рамку 3 відносно штанги 6.
Вимірювання деталей штангенциркулем виконують у такій
послідовності:
1) звільняють затискні гвинти рухомої вимірювальної губки і мікрометричної подачі (у штангенциркулів ШЦ-І пристрою мікрометричної
подачі немає);
2) притискають нерухому губку до поверхні виробу, утримуючи строго
вертикально і переміщують рамку з рухомою губкою до зіткнення з виробом;
3) закріплюють хомутик стопорним гвинтом і, обертаючи гайку мікрометричної подачі по гвинту, створюють щільне зіткнення між губками
і поверхнею деталі;
4) зафіксовують рухомі вимірювальні губки стопорним гвинтом;
5) знімають штангенциркуль з деталі;
6) виконують відлік вимірювальної величини (нульовий штрих ноніуса відсікає
на шкалі штанги цілі міліметри; дробову частину визначають за шкалою ноніусу – за співпадінням штриха
ноніусу з будь-яким штрихом основної шкали).
Порядок вимірювання штангенциркулями внутрішніх розмірів такий самий, як і при вимірюванні
зовнішніх, лише до відліку по шкалі
треба додати сумарну товщину двох губок, розмір яких вказаний на них
(крім штангенциркулів ШЦ-І).
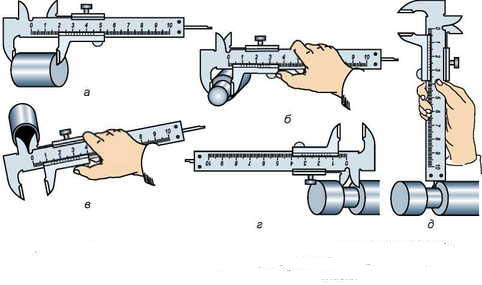
а –
довжини; б – зовнішнього діаметра; в – внутрішнього діаметра; г – довжини
канавки; д –глибини канавки
Рисунок 3.4 – Вимірювання та контроль розмірів деталей
штангенциркулем
Штангенглибиномір - призначений для вимірювання глибини і
висоти деталей, перевірки заглиблення одних деталей щодо інших та ін. (рис.
3.5).
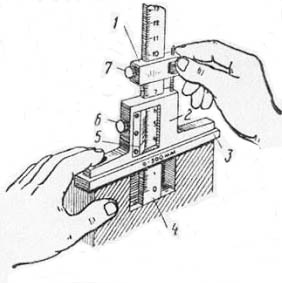
1 –
рамка мікропадачі; 2–рамка з
ноніусной шкалою; 3–траверса (основа); 4– штанга; 5–ноніус; 6–стопорний гвинт;
7–стопорний гвинт движка;
Рисунок 3.5 –
Штангенглибиномір
Перед вимірюванням поверхню траверси штангенглибиноміра встановлюють на гладку перевірочну плиту. Штангу разом з
траверсою притискують до поверхні плити і переконуються у збіганні нульових
штрихів (основної шкали і шкали ноніуса) інструмента.
Вимірювання виконують у такій послідовності: основу
(траверсу) штангенглибиноміру встановлюють на одну з поверхонь деталі і притискають її; при
звільненні стопорних гвинтів основи і хомутика, штангу опускають до зіткнення з
другою поверхнею деталі, так, щоб вона не рухалась; закріплюють стопорним гвинтом штангу;
знімають інструмент з деталі;
знімають відлік виміряної величини
по основній шкалі штанги і шкалі ноніусу.
Штангенрейсмус застосовують для розмітки і вимірювання
висоти деталей на повірочній плиті, а також радіусу кривошипу колінчастих валів
при дефектації в ремонтному виробництві (рис. 3.6).
Перед вимірюванням штангенрейсмус перевіряють. При цьому встановлюють його основою на повірочну плиту, а під вимірювальну ніжку
встановлюють кінцеву міру довжини, розмір якої повинен дорівнювати або
бути більшим за нижню межу вимірювання основної шкали
штанги.
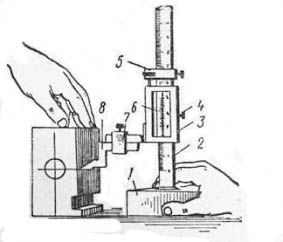
1–
основа; 2–штанга; 3–рамка; 4 –
стопорний гвинт; 5 – рамка
мікропадачі; 6 – ноніус; 7–хомутик; 8–ніжка для розмітки
Рисунок 3.6 – Штангенрейсмус
Порядок вимірювання штангенрейсмусом (на прикладі визначення
радіусів кривошипів колінчастих валів рис. 3.7)
такий:
1) колінчастий вал
укладається на повірочній плиті на призмах (або в центрах), штангенрейсмус основою встановлюється на плиту;
2) колінчастий вал повертаємо в призмах, так щоб вимірювана шатунна
шийка зайняла крайнє верхнє положення;
3) зверху
до шатунної шийки підводять вимірювальну ніжку штангенрейсмусу так, щоб між робочою поверхнею і
твірної шатунної шийки утворився зазор 0,2 –
4) повертаючи вал на невеликий кут в один та інший бік і одночасно повертаючи гайку мікрометричної подачі, добиваються
зіткнення вимірювальної ніжки з поверхнею деталі, знімають
відлік;
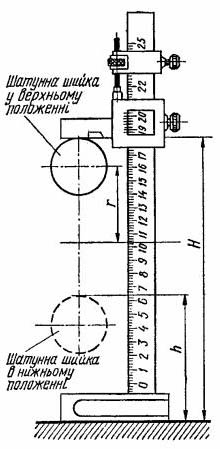
Рисунок 3.7 – Визначення
радіусів кривошипів колінчастих валів за допомогою
штангенрейсмусу
5) колінчастий вал повертаємо в призмах, так щоб вимірювана шатунна
шийка зайняла крайнє нижнє положення;
6) повторюємо пункти 3) і 4);
7) вирахувати радіус кривошипу колінчастого валу (радіус кривошипу
колінчастого валу дорівнює піврізниці показань штангенрейсмусу у верхньому та
нижньому положеннях вимірюваної шатунної шийки).
3 РЕКОМЕНДАЦІЇ
ЩОДО ОФОРМЛЕННЯ ЗВІТУ
Бланк для виконання лабораторної роботи на тему: «Вимірювання штангенінструментами»
(додаток А).