Лабораторна робота №9 «ВИМІРЮВАННЯ КУТІВ І КОНУСІВ»
МЕТА
РОБОТИ: Ознайомитись з методами
та засобами для вимірювання кутів і конусів. Навчитися вимірювати розміри кутів і
конусів.
1 ВКАЗІВКИ З
ПІДГОТОВКИ ДО РОБОТИ
1.1 Завдання для самостійної підготовки до
роботи
1.1.1 Вивчити методи контролю і
вимірювання кутів і конусів.
1.1.2 Вивчити призначення, будову і застосування кутових калібрів.
1.1.3 Вивчити призначення, будову і застосування кутоміру з ноніусом типу 2-УН ГОСТ
5378-66, (кутомір Семенова).
1.1.4 Вивчити призначення, будову і застосування синусної лінійки.
1.2 Питання для
самопідготовки
1.2.1
Які методи використовуються
при вимірюванні кутів та конусів?
1.2.2
Якими величинами задається
допуск на кут конусності?
1.2.3
Чому дорівнює ціна поділки
шкали ноніуса кутоміра 2-УН?
1.2.4
Що називається базою синусної
лінійки?
1.2.5
Чим відрізняється метод
порівняння від тригонометричного методу?
1.2.6
Який метод вимірювання
використовується при контролі кутів і конусів за допомогою синусної
лінійки?
1.2.7
Скільки ступенів точності
передбачено для оцінки кутів та конусів?
1.2.8
В яких випадках для
позначення конусності використовується величини АТD або
АТh?
1.2.9
Чим відрізняються величини
допусків кутів АТα та
АТα΄?
1.3
Рекомендована література
1. Сірий І.С.
Взаємозамінність, стандартизація і технічні вимірювання (2-е видання доповнене
і перероблене): Підручник/ І.С. Сірий. – К.: Аграрна освіта, 2009. – 353
с.
2. Сірий І.С., Колісник
В.С. Взаємозамінність, стандартизація і технічні вимірювання. –Київ.:Урожай,
1995. –264с.
3.
Сєрий І.С., Паніна В.В., В’юник О.В. Взаємозамінність, стандартизація та
технічні вимірювання. Методичні
вказівки до роботи на тему: «Вимірювання кутів і конусів» для
здобувачів вищої освіти «Бакалавр» зі спеціальності 133 «Галузеве
машинобудування» (на основі повної загальної середньої освіти). Таврійський державний агротехнологічний університет імені
Дмитра Моторного, 2020, 24
с.
4.
ДСТУ 2499-94. Основні норми взаємозамінності. Конуси та конічні
з’єднання.
2 ВКАЗІВКИ ДО САМОСТІЙНОЇ
ПІДГОТОВКИ
В конструкціях машин використовуються деталі, в яких
поверхні можуть бути розташовані під деяким кутом одна від одної. У
машинобудуванні на кутові розміри і конусності встановлено державні стандарти.
Стандартизовані кути і конусоподібності
називаються
нормальними. Всі нормальні кути, які застосовуються у машинобудуванні
поділяються на три групи:
1) нормальні кути нормального призначення (найбільш
поширена група);
2) нормальні кути спеціального призначення (мають
обмежене застосування в стандартизованих спеціальних
деталях);
3) спеціальні кути (кути, які визначаються особливими
експлуатаційними і технічними вимогами).
Допуски кутів встановлені залежно від довжини конуса L
якщо конусність не більше 1:3, або від довжини твірної L1, якщо конусність
більше 1:3 (рис. 9.1).
Встановлено 17 ступенів точності – від 1 до 17 (в порядку зменшення точності). Допуск кута можна відобразити в кутових
(АТа) або лінійних (АТh ; АТd) одиницях.
АТа,
АТh і АТd, які зв’язані між собою
співвідношеннями:
ATh=ATα·L1·10-3,
ATD=ATh/cos(α/2),
,
де ATh в мкм; ATα в мкрад; L1
в мм.
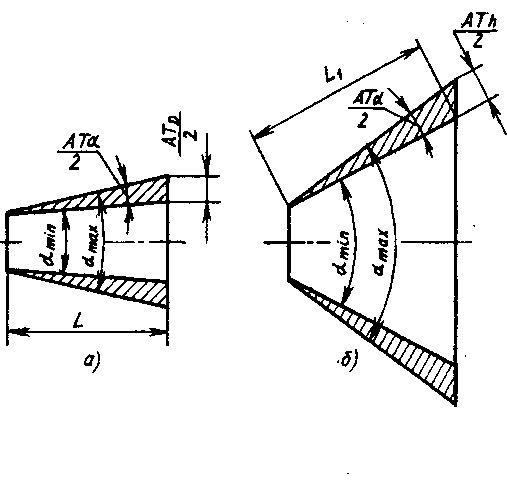
а –
при конусоподібності ≤1:3; б – при конусоподібності
>1:3
Рисунок 9.1 – Схема призначення допусків на кутові
розміри.
Кутові допуски можна розташовувати як в плюс(+АТ) і в мінус (–АТ), так і
симетрично (±АТ/2)
На
креслениках
кутові розміри можна позначати: умовними
позначеннями, наприклад, 45°АТ5;
числовими
значеннями, наприклад, 45°+21;
20°±1
Існують наступні методи
вимірювань кутів і конусів:
- метод порівняння (відносний метод), який здійснюється за допомогою
кутових мір, кутників, шаблонів та конічних калібрів.
- гоніометричний метод, який передбачає використання
кутомірів різних конструкцій, оптичних ділильних головок, оптичних квадрантів та
ін.
-
тригонометричний
(непрямий) метод
вимірювання кутових величин шляхом перерахування результатів лінійних
вимірювань, які виконуються за допомогою таких приладів, як синусні лінійки,
вимірювальні кульки, ролики, мікроскопи та ін.
Засоби
вимірювання кутів і конусів:
Міри кутові призматичні
(КМ)
Кутові міри призначені для зберігання і передачі одиниці плоского кута,
для перевірки та градуювання кутомірних приладів і кутових шаблонів, а також для безпосереднього контролю кутів деталі.
Кутові міри яляють собою сталеві призми трьох типів, вимрювальні поверхні яких
утворюють між собою один або декілька визначених робочих кутів.
Кутові міри мають такі конструктивні
форми: трикутну з одним робочим кутом від
10° до 79° (крок дискретності 1°), від 15°10' до 15°50' (крок дискретності 10'),
від 15°01' до 15°09' (крок дискретності 1'); чотирикутну з чотирма
робочими кутами від 80 до 100°.
Відповідно до чинних
стандартів виготовляють такі кінцеві міри кутових розмірів: з одним робочим
кутом і зрізаною вершиною (тип І, рис.
9.2а); з одним робочим кутом
(тип II, рис.
9.2б); з чотирма
кутовими розмірами та нерівномірним кутовим кроком (тип
III, рис.
9.2в), з шістьма
робочими кутами та нерівномірним кутовим кроком (тип
IV) та з восьми робочими кутами та рівномірним
кроком (тип V, рис. 9.2г).
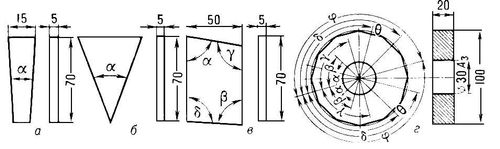
а, б – з постійним кутом
α; в – з постійними кутами α, β, γ, δ;
г – з рівномірним кутовим
кроком.
Рисунок 9.2 – Види призматичних кутових мір
За точністю виготовлення кутові міри випускаються трьох класів: 0-го, 1-го і 2-го.
Допустимі відхилення робочих кутів для 0-го класу мір становлять ± 3", для 1-го класу ± 10" і для 2-го класу ± 30".
Вимірювальні поверхні кутових мір, так само як і кінцевих, мають здатність притиратися.
Рисунок 9.3 – Набір кутових призматичних мір
Відповідно до ГОСТ 2875– 88 кутові міри виготовляють наборами та окремими плитками.
Стандартом передбачені набори: № 1 – 93 плитки; № 2 – 33 плитки; № 3та №4 – 8
плиток; № 5 – 7 плиток; № 6 – 24 плитки; № 7 – 3 плитки і № 8 – набір
приладдя.
Міри мають
здатність притиратися одна до одної, але, з огляду на вимогу точного збігання
вершин їх кутових розмірів і часту потребу складання їх у блоки з різним
напрямком вершин кутових розмірів, для складання блоків кутових мір застосовують
спеціальні затискні пристрої, держаки, допоміжні лінійки тощо (рис.
9.4).
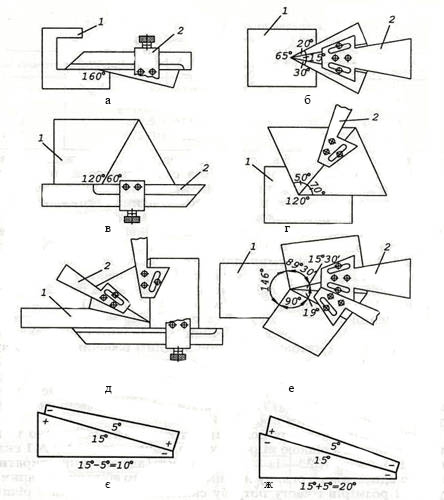
1 – деталь;
2 – контрольний пристрій; а, в – пристрій, складений із кінцевих мір кутових
розмірів і лінійки; б, г, є – блоки кутових розмірів, складених із трьох, двох і
чотирьох кінцевих мір; д – пристрій, складений із трьох кінцевих мір і лінійки;
є, ж – приклади добору кутових мір.
Рисунок 9.4 – Контроль кутів контрольним пристроєм
Особливістю
кінцевих мір кутових розмірів є можливість не тільки підсумовування розмірів у
блоках (рис. 9.4є), а й їх віднімання (рис.
9.4ж).
Під час вимірювання кутів міри використовують таким
чином: блок кутових мір з кутом, що дорівнює номінальному, прикладають до однієї
сторони кута, який перевіряється, а другу сторону порівнюють візуально на
просвіт. Розмір
просвіту оцінюють «на око» або співставляючи із зразковим просвітом, який
отримують шляхом порівняння декількох блоків плиток з відомою різницею між ними
в кутових розмірах. Великі просвіти можна вимірювати щупом. У разі потреби кут
блока набору кутових мір збільшують або зменшують.
Кутники
Кутники призначені для
перевірки і розмітки кутів у 45º, 60º, 90º, 120º і 135º; універсальний кутник з діапазоном вимірювань 1 – 180º
(рис. 9.5).
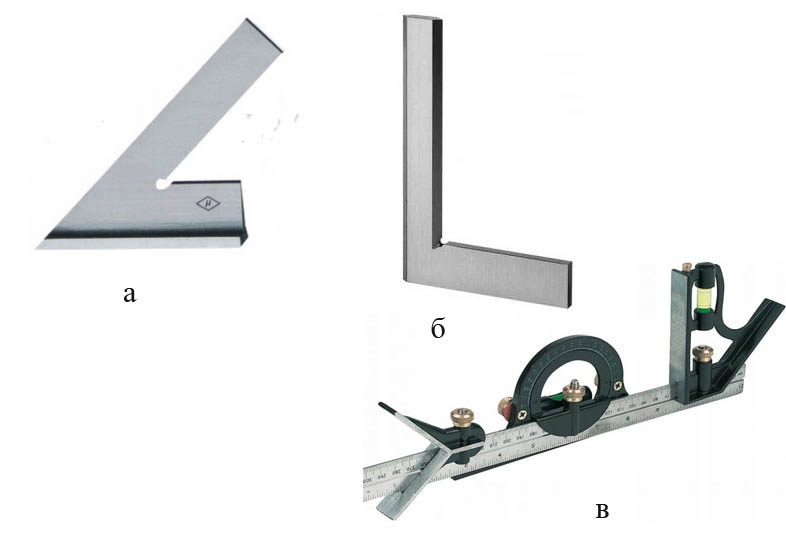
а –
кутник 45º; б – кутник 90º;
в – універсальний кутник.
Рисунок 9.5 – Кутники
Промисловість випускає кутники чотирьох класів точності – 0, 1, 2 і 3.
Клас точності кутника характеризує значення похибки, тобто відхилення кінця
довгої сторони кутника від перпендикуляра, опущеного на основу. Кутники 0-го
класу застосовують для лекальних робіт, 1-го класу – для особливо точних робіт,
2-го класу – для звичайних робіт, 3-го класу – для монтажних робіт.
Найбільш розповсюдженими є кутники у 90º. Існує п'ять видів перевірочних кутників, які знайшли
своє застосування для контролю прямих кутів в різних
сферах.
1. Лекальні – позначаються у
вигляді букв КЛ. Використовуються для нанесення розмічальних ліній. Приладом
здійснюється контроль перпендикулярності відповідних елементів різних
конструкцій. Головна перевага приладу полягає в його високій точності.
Досягається це за рахунок наявності гострих вимірювальних поверхонь. Відмінна
особливість інструменту полягає в тому, що одна сторона представлена у вигляді
короткої частини з потовщеним розміром, а друга довга з потоншеним
профілем.
2. Лекальні плоскі – для
позначення застосовується абревіатура УЛП. Відмітна особливість цього типу
інструменту від попереднього в тому, що обидві частини підстав представлені у
вигляді потовщеного профілю. Служать лекальні плоскі косинці для нанесення
розмітки на плоскій поверхні.
3. Лекальні циліндрові або
КЛЦ – кардинально відрізняється по конструкції від попередніх двох варіантів.
Представлений пристрій у вигляді циліндра з фасками. Підстава циліндра з бічною
поверхнею створюють високоточний прямий кут. Прилади представляють собою
еталонні або зразкові вироби, які знайшли своє застосування в метрологічних
станціях і в сфері машинобудування. Лекальні циліндрові кутники мають не тільки
нульовий, а й перший клас точності, і бувають різної
довжини.
4. Плоскі – для їх позначення
використовується абревіатура КП. Складається інструмент з двох плоских підстав.
Це найпоширеніший варіант кутників, які випускаються з різними класами точності
від 0 до 2.
5. Широкі – свою назву вони отримали через те, що одна сторона основи має
збільшену конструкцію профілю. Широка основа призначається для того, щоб мати
можливість розташування інструменту на плоскій поверхні без його утримання.
Широкі кутники маркуються у вигляді двох букв КШ.
Кутові
шаблони (рис. 9.6) широко застосовуються для контролю кутів. Користуються ними
так само, як кутниками.
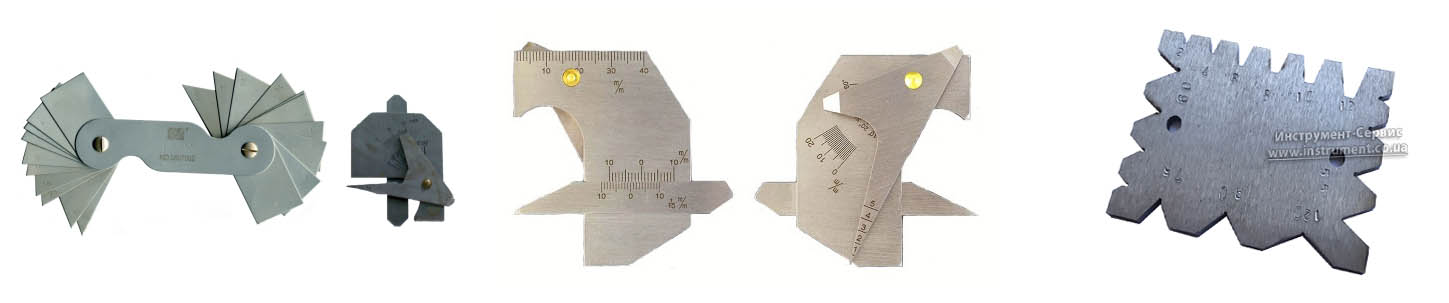
Рисунок 9.6 – Кутові шаблони
Кутоміри з ноніусом
Промисловість випускає механічні (ноніусні) кутоміри різних конструкцій:
кутоміри Кушнікова, кутоміри Семенова. За конструкцією механічні (ноніусні)
кутоміри відрізняються тим, що одні кутоміри застосовують для вимірювання
зовнішніх кутів, інші є більш універсальними і призначені для вимірювання
зовнішніх і внутрішніх кутів. Кутомір Кушнікова призначений для вимірювання
зовнішніх кутів від 0 до 180°, кутомір Семенова – для вимірювання зовнішніх і
внутрішніх кутів від 0 до 320°. Ціна поділки основної шкали у всіх кутомірів 1°,
ціна поділки ноніусної шкали буває 2', 5' і 10'. Механічні шкальні кутоміри
мають кутовий ноніус. Правила відліку кутовим ноніусом аналогічні правилам
відліку за ноніусом штангенциркуля і інших штангенінструментів, тільки
вимірюване значення виражаєтся в кутових одиницях.
Будова та методика вимірювань кутоміром Кушникова
(зовнішні вимірювання)
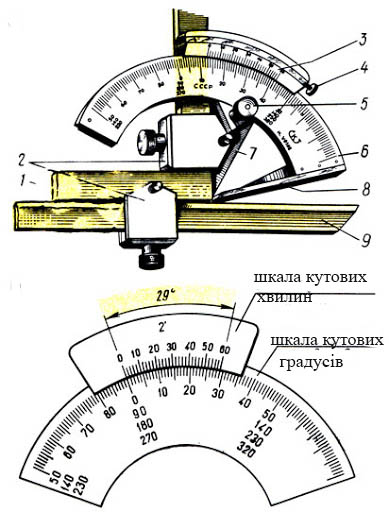
Загальний вид кутоміру надано на рисунку 9.7.
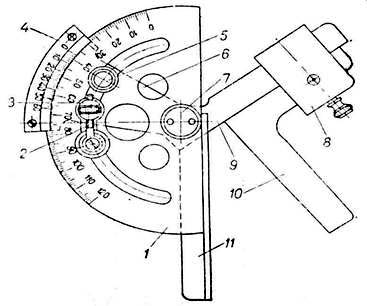
3 – мікрогвинт; 4 – ноніусний сектор;
5 – гвинт; 6 – вісь пересувна; 7 – вісь; 8 – хомутик;
9 –
рухома лінійка; 10 – кутник; 11 – лінійка
Рисунок
9.7 – Кутомір конструкції Кушнікова
Основою кутоміра є напівдиск 1, на якому нанесено основну шкалу на дузі.
З диском жорстко скріплена лінійка 11. Рухома лінійка 9 обертається разом з
ноніусним сектором 4 навколо вісі 7. Ноніусний сектор 4 пов'язаний з
мікрогвинтами 3. Для точної установки необхідно застопорити гвинт 2 і, обертаючи
мікрогвинт 3, домогтися необхідного положення ноніусної шкали. Встановлену
величину фіксують стопорним гвинтом 5. На рухомій лінійці 9 можна закріплювати
хомутиком 8 кутник 10.
Кути
від 0 до 90° вимірюють з встановленим кутником. На малюнку цієї позиції
відповідає положення при вимірюванні кута α. при вимірі кутів більше 90° кутник
знімають. В останньому випадку до показань кутоміру потрібно додати 90°. На
малюнку ця позиція показана кутом 90° + α.
Правила відліку за кутовим ноніусом аналогічні правилам відліку за
ноніусом штангенінструменту.
Вимірювання кутоміром проводять в наступному
порядку.
1.
Вводять вимірюваний кут деталі між
лінійками 11 і 9 при вимірюванні кутів менше 90° або між лінійками 11 і
10 при вимірюванні кутів більше 90°. Одну сторону вимірюваного кута деталі
притискають до вимірювальної поверхні лінійки 11, а до іншої підводять або
лінійку 9, або лінійку 10.
Між
лінійками приладу і сторонами деталі, що утворюють кут, не повинно бути
просвіту. Точну установку виконують мікрометричним гвинтом 2 при застопореному
гвинті 2.
2.
Стопорять ноніусний сектор гвинтом 5 і здійснюють відлік. Якщо вимір ведуть без
кутника, то до величини відліку за шкалою і ноніусом додають
90°.
Приклади застосування кутоміру конструкції Кушнікова показано на
рисунках 9.8 і
9.9.
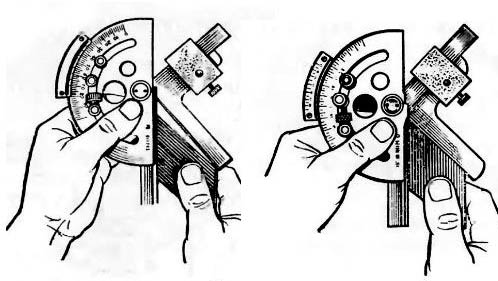
Рисунок
9.8 – Приклад вимірювання гострого зовнішнього кута.
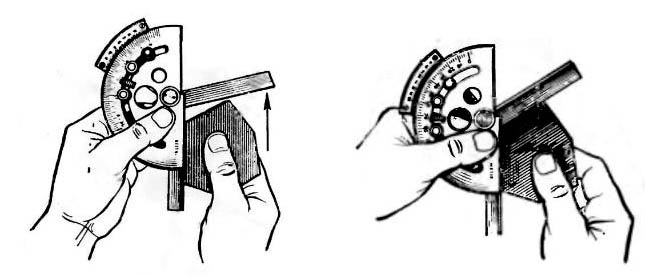
Рисунок 9.9 – Приклад вимірювання тупого зовнішнього кута.
Будова та методика вимірювань кутоміром Семенова (зовнішні
і внутрішні вимірювання).
Кутомір (рис. 9.10) призначений для вимірювання не тільки зовнішніх, а й
внутрішніх кутів. Шляхом різних комбінацій в установці деталей кутоміри можна
використовувати в діапазоні від 0 до 320°, причому зовнішні кути вимірюються в
межах від 0 до 180°, а внутрішні – від 40 до 180°.
Ціна
поділки основної шкали 1°, а величина відліку за ноніусом – 2 '. Кутомір
складається з сектора 6, на якому нанесена основна градусна шкала, і сектора 9,
з'єднаного з ноніусною шкалою 5. З основним сектором жорстко пов'язана лінійка
7.
1 –
кутник; 2 – хомути кріплення лінійки і кутника; 3 – нониусна шкала; 4 – гвинт; 5
– притиск; 6 – основна лінійка; 7 – ноніусний сектор; 8 – сектор-основа; 9 –
змінна лінійка
Рисунок 9.10 – Кутомір конструкції Семенова.
Основний сектор 8 можна легко переміщати уздовж ноніусної шкали і
стопорити притиском 5. До пластини ноніусного сектору 7 хомутиком 2 приєднується
кутник 1. У свою чергу, до косинця 1 хомутиком кріпиться лінійка 9. Для
зручності установки кутоміра при вимірюванні в тісних місцях один кінець лінійки
9 скошений.
У
повному складанні між площинами основної та знімної лінійок вимірюють кути від 0
до 50º.
Коли
на секторі 8 встановлено знімну лінійку 9 межі вимірювання складають 50 – 140º.
Якщо на секторі встановлено кутник 3 без знімної лінійки, то межі вимірювання
складають 140 – 200º. Між площинами сектора 8 і основної лінійки 6 вимірюють
кути 230-320º. Межі вимірювання кутоміру в цілому становлять
0–320º.
Приклади застосування кутоміру конструкції Семенова показано на рисунку
9.11.
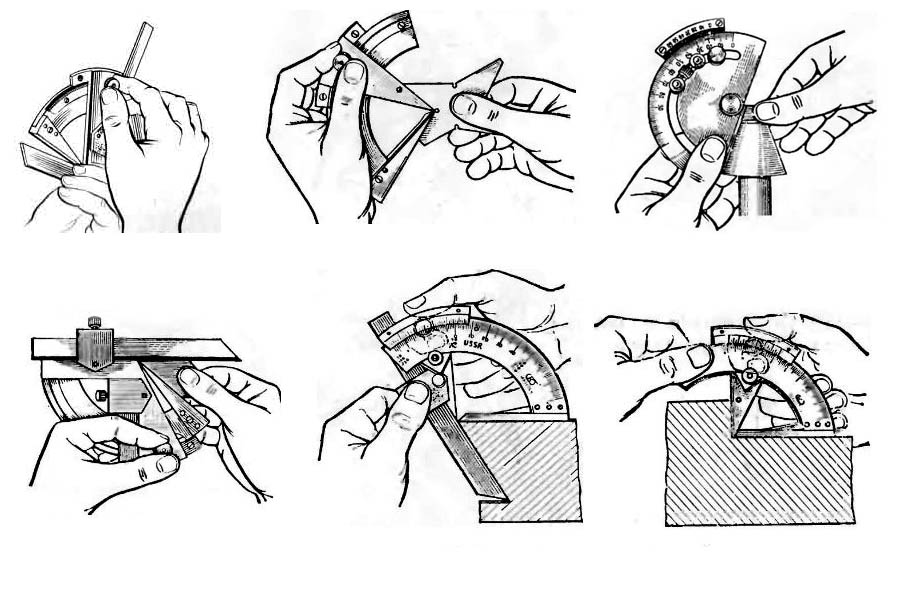
Рисунок 9.11 – Приклади застосування кутоміру конструкції
Семенова
Тригонометричні методи вимірювання кутів. Сінусна лінійка.
Синусна лінійка
являє собою плиту з двома закріпленими до неї циліндричними роликами однакового
діаметру і розташованими на строго визначеній відстані один від одного –
100 мм (рис.
9.12).
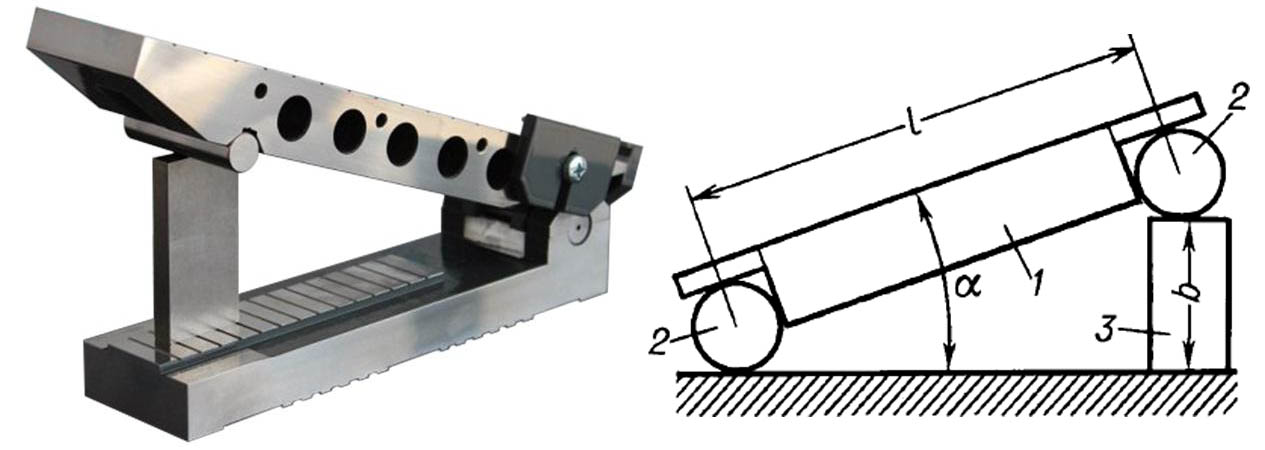
1 –
плита; 2 – ролик; 3 – блок кінцевих мір; l –
базова відстань між роликами; h –
розмір блоку плиток; α – кут установки лінійки.
Рисунок 9.12 – Синусна лінійка
Ця
лінійка застосовується для вимірювання кутів з високою точністю і має прямокутну
форму з двома опорами на кінцях у вигляді роликів однакового діаметра. Коли
лінійка опирається на плиту роликами, кут вимірювання дорівнює 0. Для
встановлення на заданий кут під правий ролик підкладають блок кінцевих мір
довжини, висота h якого підбирається так,
щоб покази індикатора не змінювались під час переміщення вздовж твірної конуса.
Кут визначається за формулою:
sinα=L/h
де L – базова довжина синусної лінійки (відстань між осями
роликів) – 100 мм.
Схему
вимірювань кута α конусного калібра-пробки наведено
на рисунку 9.13.
1 –
повірочна плита; 2 – циліндричні ролики; 3 – стіл; 4 – об’єкт вимірювання; 5 –
вимірювальний пристрій; 6 – штатив
Рисунок
9.13 – Вимірювання кута
конусної
деталі
Визначення кута конусоподібності непрямим методом за допомогою
каліброваних роликів, кілець та кульок:
Вимірювання конусоподібності каліброваними кільцями.
Вимірювання зовнішніх кутів з точністю 2' та грубіше проводять
калібрами-кільцями (рис. 9.14). Їх по черзі одягають на конус та
визначають відстань однобічних сторін кілець, які контактують з конічною
поверхнею. Синус половини кута конуса вираховують за формулою:
sin(α/2)=(D-d)/2(H-h)
де l - виміряна відстань між контактуючими
поверхнями кілець,
що контактують з конусом.
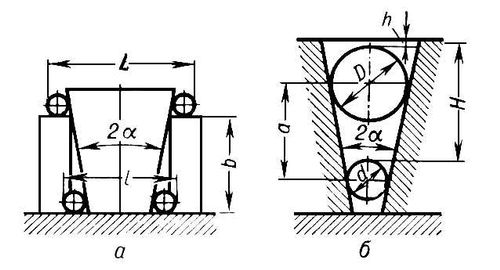
а –
зовнішнього кута за допомогою каліброваних роликів;
б –
внутрішнього кута за допомогою каліброваних кульок.
Рисунок
9.14 – Вимірювання
та контроль кута
конусоподібності
Вимірювання внутрішніх кутів калібрами-кульками. Вимірювання внутрішніх
кутів з точністю 2' та більш грубо проводять відкаліброваними кульками
діаметрами D і
d (рис.
9.14б). Їх по черзі
вставляють в конічну втулку та
вимірюють розміри Н та
а,
наприклад, штангенглибиноміром. Синус половини кута
конуса знаходять за формулою:
sin(α/2)=(D-d)/2a
де а – відстань
між центрами кульок.
Контроль кутів калібрами-пробками та калібрами-втулками
Конусні калібри
використовують для контролю за базовідстанню m та на фарбу. Зовнішні конуси
контролюють калібрами-втулками, внутрішні – калібрами-пробками (рис. 9.15).

Рисунок
9.15 – Калібри для
контролю кутів
Торці конусів,
що контролюються, не повинні в спряженні з калібром виходити за межі рисок або
уступів. При контролі на фарбу калібр покривають шаром фарби завтовшки 1-5 мкм і
з’єднують з деталлю провертаючи на 3/4 оберту. За кількістю плям фарби
визначають ступінь прилягання. Норми точності в звичайному випадку задаються у
відсотках від площини поверхні.
3 РЕКОМЕНДАЦІЇ
ЩОДО ОФОРМЛЕННЯ ЗВІТУ
Бланк для виконання лабораторної роботи на тему: «Вимірювання кутів і конусів» (додаток
А).