2.4.3 Визначення параметрів барабанного різального апарата
Основні параметри барабанного різального апарату (рис. 2.36):
діаметр барабану Dб; кількість ножів z на ньому; частота
обертання барабану n; координата h, що визначає положення осі обертання
барабану відносно живильної
горловини.
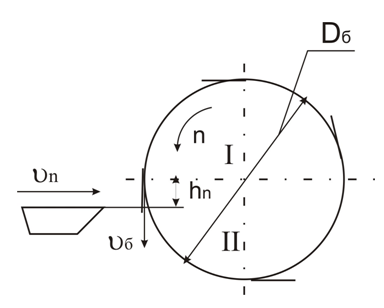
Рис. 2.36. Основні параметри
барабанного різального апарату
Визначення розміщення горловини (координата h) відносно осі обертання
барабану. При
подачі перероблюваного матеріалу в квадраті І ножі протидіятимуть надходженню
матеріалу в барабан, що порушує процес різання. Якщо ж ножі зустрічаються з
перероблюваним шаром у квадраті ІІ, то леза ножів сприятимуть проходженню
матеріалу в барабан, забезпечуючи ефективні умови роботи різального апарату.
Тобто живильну горловину доцільно розміщувати нижче осі обертання барабану і
матеріал подавати тонким шаром.
Ножі на барабані можна
розміщувати за двома схемами (рис.
2.37):
- 1
схема –
ножі розміщують вздовж твірної (паралельні осі обертання) – виражається через
«рубання» (t=0)
– робота подрібнювача характеризується різко динамічними умовами з
ударно-пульсуючим навантаженням на валу машини, високою енергомісткістю
процесу.
-
частіше застосовують 2 схему
– леза ножів утворюють спіральні (гвинтові) лінії. Оскільки кут ковзання
дорівнює куту защемлення і обидва вони постійні (t=c=const) і постійне плече прикладання робочого зусилля (радіус барабана
Rб), то в разі
спіралевидних лез ножів можна досягти рівномірного навантаження на барабан. Для
цього потрібно, щоб сумарна довжина лез, що одночасно приймають участь у
різанні, була постійною на всьому шляху обертання барабана. Це можливо, якщо
ножі встановлювати на барабані з перекриттям на величину, яка повинна
дорівнювати товщині шару перероблюваного матеріалу, тобто висоті горловини а.
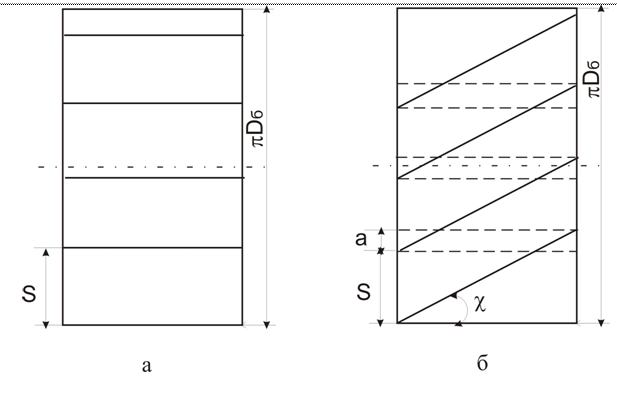
Рис. 2.37. Розвертки барабанів з паралельним розміщенням
ножів (а) та з перекриванням (б). S – крок розміщення
ножа.
Довжина дуги розвертки барабана, що припадає на лезо одного ножа (крок
гвинтової лінії S) становить
(рис. 2.37, б)
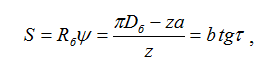 ,
(2.39)
,
(2.39)
де
y -
кут обхвату ножа, рад.
Звідси
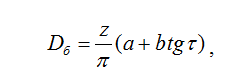 (2.40)
(2.40)
З міркувань зручності
балансування кількість ножів на барабані рекомендується вибирати
парною.
Кількість ножів та частота
обертання різального апарата узгоджуються зі швидкістю подачі і визначаються
заданою продуктивністю (див. рівняння (2.37)). При цьому необхідно дотримувати
умови
![]() ,
(2.41)
,
(2.41)
де
uв –
швидкість відведення перероблюваного шару в результаті розрізання його на частки
заданої довжини, м/с;
lр –
задана довжина січки,м;
nб – частота
обертання різального апарата,
с-1.